
उच्च वारंवारता इंडक्शन हार्डनिंग मशीन
1 IGBT high frequency induction hardening machine
2 Wide frequency range fast heating speed
3 Temperature and time can be well controlled
4 परिपूर्ण
शाफ्ट इंडक्शन हार्डनिंग मशीन
1 Automated shaft induction hardening machine
2 Fast heating speed Less oxidation
3 Heating length speed temperature can control
4 Uniform hardening speed high

बॉल स्टड इंडक्शन हार्डनिंग मशीन
1 Ball stud ball socket induction hardening machine
2 Customized 1 2 4 8 stations CNC hardening machine
3 Digital DSP induction heating power supply <br

सीएनसी इंडक्शन हार्डनिंग मशीन
1 Turnkey CNC induction hardening machine
2 CNC program with Siemens Mitsubishi Fanuc
3 Imported ball screw servo motor drives
4 Customize 1 10

अनुलंब सीएनसी हार्डनिंग मशीन टूल
1 Vertical CNC hardening machine tool
2 Adopt Siemens CNC control system
3 High automation for mass production
4 Adopt hardening integrated design <br

क्षैतिज हार्डनिंग मशीन टूल
1 Automated horizontal hardening machine tool
2 Suitable for all kinds of shafts hardening cases
3 Complete induction hardening tempering process
4 With multi

उच्च वारंवारता इंडक्शन हार्डनिंग मशीन
1. IGBT उच्च वारंवारता इंडक्शन हार्डनिंग मशीन.
2. विस्तृत वारंवारता श्रेणी, जलद गरम गती.
3. तापमान आणि वेळ चांगल्या प्रकारे नियंत्रित करता येते.
4. परिपूर्ण स्व-संरक्षण अलार्म कार्ये.
5. एकसमान कठोर परिणाम.
6. भिन्न इंडक्शन हार्डनिंग कॉइल्स सानुकूलित करा.

शाफ्ट इंडक्शन हार्डनिंग मशीन
1. स्वयंचलित शाफ्ट इंडक्शन हार्डनिंग मशीन.
2. जलद गरम गती, कमी ऑक्सीकरण.
3. हीटिंग लांबी, गती, तापमान नियंत्रित करू शकता.
4. एकसमान कडक होणे गती, उच्च नियंत्रण अचूकता.
5. भिन्न इंडक्शन कॉइल्स सानुकूलित करा.
6. अधिक ऊर्जा-बचत, अधिक हरित वातावरण.

बॉल स्टड इंडक्शन हार्डनिंग मशीन
1. बॉल स्टड, बॉल सॉकेट इंडक्शन हार्डनिंग मशीन.
2. सानुकूलित 1/2/4/8 स्टेशन्स सीएनसी हार्डनिंग मशीन.
3. डिजिटल डीएसपी इंडक्शन हीटिंग पॉवर सप्लाय.
4. खास सानुकूलित इंडक्शन हार्डनिंग कॉइल.
5. पेटंट इंडक्शन हार्डनिंग ट्रान्सफॉर्मरसह जुळवा.
6. बॉल पिन इंडक्शन हार्डनिंग टर्नकी प्रोजेक्ट पूर्ण करा.

सीएनसी इंडक्शन हार्डनिंग मशीन
1. टर्नकी सीएनसी इंडक्शन हार्डनिंग मशीन.
2. सीमेन्स/मित्सुबिशी/फॅनुक सह CNC कार्यक्रम.
3. आयातित बॉल स्क्रू, सर्वो मोटर ड्राइव्ह.
4. 1-10 कार्यरत स्टेशन्स सानुकूलित करा.
5. मॅच प्रोसेस पॅरामीटर मॉनिटरिंग सिस्टम.
6. आम्ही CE, SGS सह थेट पुरवठादार आहोत.

अनुलंब सीएनसी हार्डनिंग मशीन टूल
1. अनुलंब सीएनसी हार्डनिंग मशीन टूल.
2. सीमेन्स सीएनसी नियंत्रण प्रणालीचा अवलंब करा.
3. मोठ्या प्रमाणावर उत्पादनासाठी उच्च ऑटोमेशन.
4. हार्डनिंग इंटिग्रेटेड डिझाइनचा अवलंब करा.
5. वेगवेगळ्या कडक करण्याच्या पद्धती लक्षात घ्या.
6. 1-10 कार्यरत स्टेशन्स सानुकूलित करा.

क्षैतिज हार्डनिंग मशीन टूल
1. स्वयंचलित क्षैतिज हार्डनिंग मशीन टूल.
2. सर्व प्रकारच्या शाफ्ट हार्डनिंग केसेससाठी योग्य.
3. इंडक्शन हार्डनिंग टेम्परिंग प्रक्रिया पूर्ण करा.
4. बहु-भाषा प्रसिद्ध सीएनसी प्रणालीसह.
5. मोफत प्रेरण उष्णता उपचार प्रक्रिया प्रदान करा.
6. परदेशातील सेवेचे समर्थन, 24 तास कार्यरत.

रेलचे इंडक्शन हार्डनिंग
धातूचा प्रकार, इच्छित कडकपणा आणि उपलब्ध उपकरणे यावर अवलंबून, मेटल ट्रॅकची पृष्ठभाग कडक करण्याच्या विविध पद्धती आहेत. काही सामान्य पद्धती

अर्थमूव्हिंग मशीन बुशचे इंडक्शन हार्डनिंग
अर्थमूव्हिंग मशीन बुशचे इंडक्शन हार्डनिंग ही एक प्रक्रिया आहे जी पृथ्वी-हलवणाऱ्या उपकरणांमध्ये वापरल्या जाणार्या स्टीलच्या भागांची कडकपणा आणि टिकाऊपणा वाढवण्यासाठी प्रेरित उष्णता आणि जलद शीतकरण वापरते.
इंडक्शन हार्डनिंग प्रक्रिया मार्गदर्शन
KETCHANच्या इंडक्शन हीटिंग मशीन फ्रिक्वेन्सी रेंज: 1 kHz-600 kHz मशीनची किंमत मिळवा इंडक्शन हार्डनिंग हा पृष्ठभागाच्या कडकपणाचा एक प्रकार आहे ज्यामध्ये धातूचा भाग आलटून पालटून गरम केला जातो.

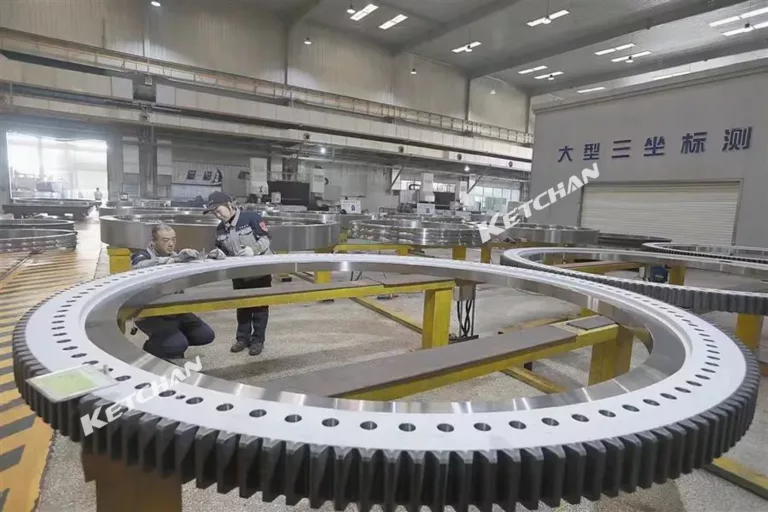
चाकांचे इंडक्शन हार्डनिंग
चाकांचे इंडक्शन हार्डनिंग ही गीअर चाकांच्या पृष्ठभागाला गरम करण्याची आणि शमवण्याची प्रक्रिया आहे ज्यामुळे त्यांचा कडकपणा आणि पोशाख प्रतिरोध वाढतो. इंडक्शन हीटिंगमध्ये इलेक्ट्रोमॅग्नेटिक फील्डचा वापर होतो
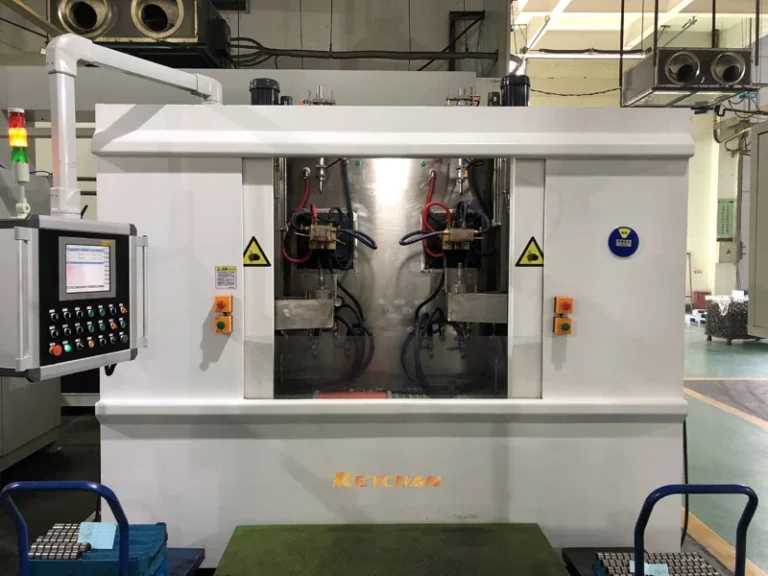
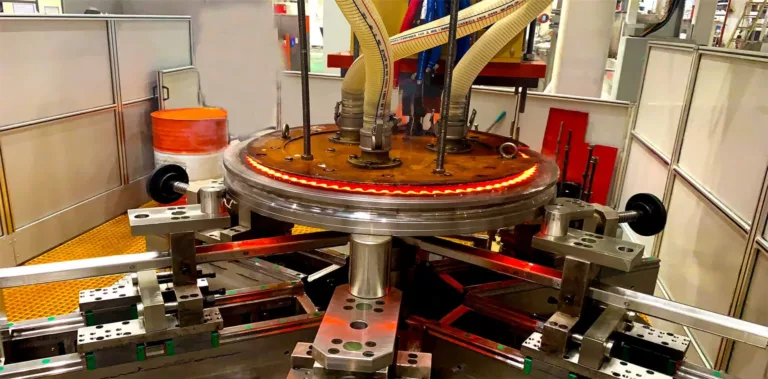
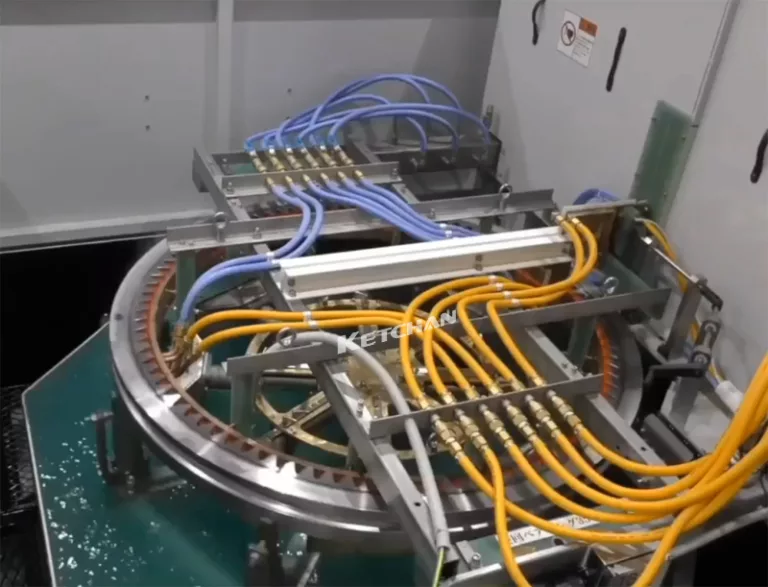
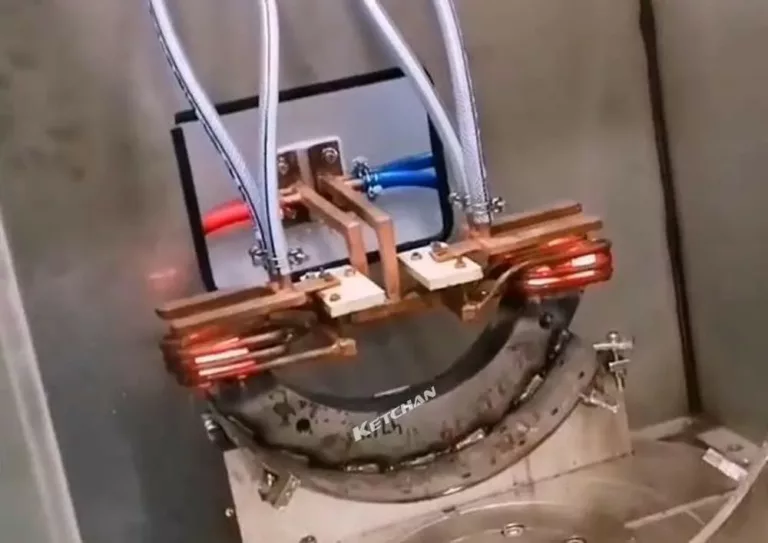
विंड पॉवर जनरेटर बेअरिंग इंडक्शन हार्डनिंग
पवन उर्जा जनरेटर बेअरिंगसाठी सीएनसी हार्डनिंग मशीन टूल पवन उर्जा जनरेटरमधील मोठे बेअरिंग हे पवन टर्बाइनच्या डिझाइनमधील प्रमुख घटक आहेत. च्या कडक गुणवत्ता

इलेक्ट्रिक वाहन इंडक्शन हीटिंग आणि हार्डनिंग आणि ब्रेझिंग
इलेक्ट्रिक वाहने आणि इंडक्शन हीटिंग गेल्या काही वर्षांत, लोकांची इलेक्ट्रिक वाहनांची मागणी लक्षणीय वाढली आहे आणि इलेक्ट्रिक वाहने हा एक नवीन ट्रॅक बनला आहे ज्याचा पाठपुरावा प्रमुख
गीअर्सचे ड्युअल फ्रिक्वेन्सी इंडक्शन हार्डनिंग
ड्युअल-फ्रिक्वेंसी इंडक्शन हीटिंग परंपरागत (पारंपारिक) ड्युअल-फ्रिक्वेंसी इंडक्शन हार्डनिंगचे तत्त्व असे आहे की दोन फ्रिक्वेन्सी पॉवर सप्लाय अनुक्रमे दोन इंडक्टर्सना लागू केले जातात आणि गीअर प्रीहीट करणे आवश्यक आहे.

इंडक्शन हार्डनिंग ऑटोमोबाईल घटक
https://www.youtube.com/watch?v=w3wKmfnNGs8 Parts can reflect the extent of induction hardening of an average car. Induction hardening of constant-speed links (sleeves and cylinders for front-drive sedans), axles and rear axle drive

बॉल स्टड आणि बॉल सॉकेट इंडक्शन हार्डनिंग मशीन
बॉल स्टडचे मुख्य कार्य म्हणजे चाकाची वर आणि खाली हालचाल आणि स्टीयरिंगची हालचाल लक्षात घेणे. बॉल स्टड ही एक महत्त्वाची सुरक्षा आहे

काँक्रीट पंप ट्यूब आतील पृष्ठभाग हार्डनिंग मशीन
1. डिजिटल काँक्रीट पंप पाईप आतील पृष्ठभाग इंडक्शन हार्डनिंग.
2. सानुकूलित ट्यूब इनर होल इंडक्शन हार्डनिंग सिस्टम.
3. इंडक्शन हीटिंग हार्डनिंग पाईपची लांबी 3.5 मीटर पर्यंत.
4. जलद गरम गती, ऊर्जा-बचत भरपूर.
5. हा टर्नकी पाईप इंडक्शन हार्डनिंग प्रोजेक्ट आहे.

शाफ्टचे इंडक्शन हार्डनिंग
ऍप्लिकेशन्स: टॉर्शन आणि बेंडिंग सारख्या पर्यायी भारांच्या अधीन असलेल्या वर्कपीसमध्ये, पृष्ठभागाच्या थराला कोरपेक्षा जास्त ताण किंवा पोशाख प्रतिकार सहन करणे आवश्यक आहे आणि

इंडक्शन हार्डनिंग उपकरणे
इंडक्शन हार्डनिंग इक्विपमेंट ही एक हीटिंग सिस्टम आहे ज्याचा वापर पृष्ठभाग कडक करण्यासाठी आणि इंडक्शन हीटिंगच्या तत्त्वाचा वापर करून यांत्रिक भाग कडक करण्यासाठी केला जातो. इंडक्शन हीटिंगमुळे उष्णता लागू होऊ शकते
ऑटो पार्ट्ससाठी इंडक्शन हीटिंग सोल्यूशन्स
इंडक्शन हीट ट्रीटमेंटचे फायदे आणि तोटे ऑटो पार्ट्स इंडक्शन हीट ट्रीटमेंट ही एक प्रक्रिया आहे जी इलेक्ट्रोमॅग्नेटिक फील्डचा वापर करून धातूचे भाग किंवा घटक थेट संपर्काशिवाय गरम करते. हे आहे

संमिश्र सामग्रीचे इंडक्शन हीटिंग
इंडक्शन हीटिंग हे एक तंत्रज्ञान आहे जे फेरोमॅग्नेटिक आणि प्रवाहकीय सामग्री गरम करण्यासाठी वैकल्पिक इलेक्ट्रोमॅग्नेटिक फील्ड वापरते आणि भूतकाळात पॉलिमरिक सामग्री आणि कंपोझिटशी जुळवून घेतले गेले आहे.

इंडक्शन हीटिंग तंत्रज्ञान 5G उद्योगासाठी काय करू शकते?
इंडक्शन हीटिंग टेक्नॉलॉजी 5G इंडस्ट्रीसाठी 5G घटक आणि उपकरणांची निर्मिती, चाचणी आणि दुरुस्तीच्या दृष्टीने फायदे देऊ शकते. जसे की: 5G घटकांचे उत्पादन आणि
इलेक्ट्रिक वाहन इंडक्शन हीटिंग आणि हार्डनिंग आणि ब्रेझिंग
इलेक्ट्रिक वाहने आणि इंडक्शन हीटिंग गेल्या काही वर्षांत, लोकांची इलेक्ट्रिक वाहनांची मागणी लक्षणीय वाढली आहे आणि इलेक्ट्रिक वाहने हा एक नवीन ट्रॅक बनला आहे ज्याचा पाठपुरावा प्रमुख
इंडक्शन सोल्डरिंग प्रिसिजन सोल्यूशन्स
इंडक्शन सोल्डरिंग म्हणजे काय? इंडक्शन सोल्डरिंग फिलरसह जोडण्यासाठी दोन किंवा अधिक विद्युत वाहक सामग्री गरम करण्यासाठी अचूक इलेक्ट्रोमॅग्नेटिक फील्ड वापरून कार्य करते.

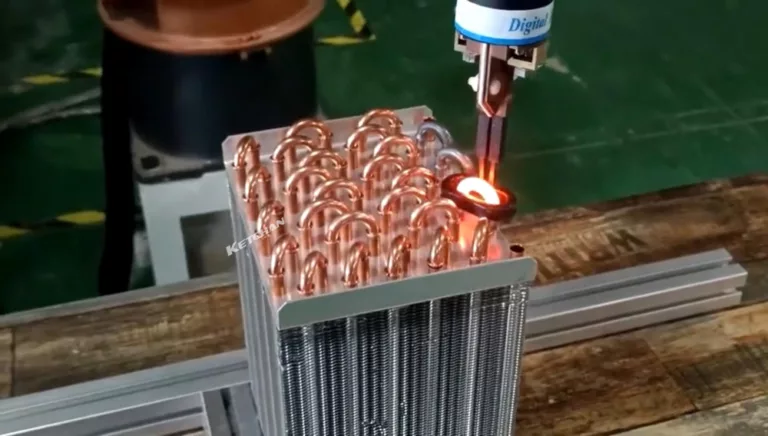
HVAC उद्योगासाठी इंडक्शन ब्रेझिंग सोल्यूशन्स
एअर कंडिशनिंग ऍक्सेसरीजची रचना एअर कंडिशनिंग ऍक्सेसरीजमध्ये सर्किट कंट्रोल बोर्ड, वायर कंट्रोलर्स, मॅनिफोल्ड्स, रेफ्रिजरंट्स, इलेक्ट्रॉनिक एक्सपेन्शन व्हॉल्व्ह, मोटर्स, कंप्रेसर, लिक्विड मिरर आणि बॉल व्हॉल्व्ह यांचा समावेश होतो. उच्च-फ्रिक्वेंसी इंडक्शन ब्रेजिंग तंत्रज्ञान