बॉल स्टडचे मुख्य कार्य म्हणजे चाकाची वर आणि खाली हालचाल आणि स्टीयरिंगची हालचाल लक्षात घेणे. कारचे ड्रायव्हिंग आणि स्टीयरिंग कार्य पूर्ण करण्यासाठी बॉल स्टड हा एक महत्त्वाचा सुरक्षा भाग आहे. बॉल स्टडच्या भागांच्या वापराच्या अटी हे निर्धारित करतात की बॉल स्टडमध्ये चाकातील शक्ती आणि कंपनाचा सामना करण्यासाठी पुरेशी ताकद आणि टिकाऊपणा असणे आवश्यक आहे, याचा अर्थ ताकद आणि टिकाऊपणा सुनिश्चित करण्यासाठी भागाचे उष्णता उपचार नियंत्रण हे एक महत्त्वाचे घटक आहे. , येथे बॉल स्टडसाठी इंडक्शन हीट ट्रीटमेंटचा दीर्घकालीन सुधारणा अनुभव तुमच्या समवयस्कांना संदर्भासाठी सादर केला आहे.

1. बॉल स्टडची मुख्य उत्पादन प्रक्रिया
ट्रकमध्ये वापरलेला बॉल स्टड हा राष्ट्रीय मानक ४५ स्टीलचा बनलेला आहे. बॉल स्टडचा वापर आणि तांत्रिक आवश्यकतांनुसार, बॉल स्टडच्या पृष्ठभागावर उच्च पोशाख प्रतिरोध आणि टिकाऊपणा असणे आवश्यक आहे. मुख्य प्रक्रिया: कटिंग → सॅपोनिफिकेशन → कोल्ड हेडिंग → क्वेंचिंग आणि टेम्परिंग → ड्रिलिंग → रफ टर्निंग → रफ ग्राइंडिंग → फाइन टर्निंग → फाइन ग्राइंडिंग → थ्रेड रोलिंग → इंडक्शन हीटिंग आणि क्वेंचिंग, टेम्परिंग → नॉनडेस्ट्रक्टिव्ह टेस्टिंग → पॅकिंग → पॅकिंग
2. बॉल स्टड इंडक्शन हीट ट्रीटमेंट तांत्रिक आवश्यकता
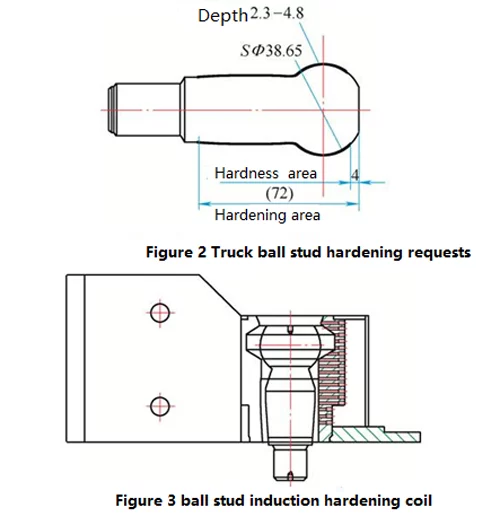
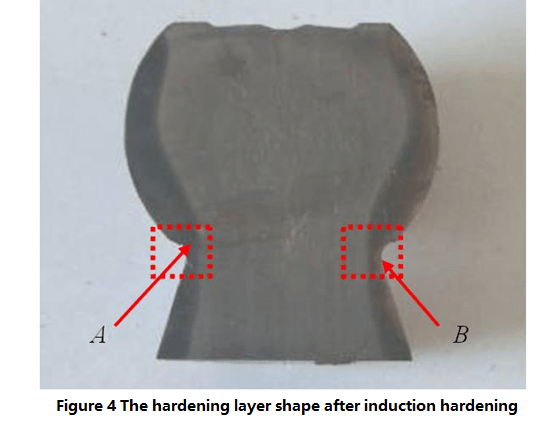
बॉल स्टडच्या तांत्रिक आवश्यकतांनुसार (आकृती 2 पहा), मध्यम वारंवारता इंडक्शन हीटिंगचा वापर शमन आणि टेम्परिंगसाठी केला जातो. 200kW ची शक्ती आणि 8000Hz च्या वारंवारतेसह इंटरमीडिएट फ्रिक्वेंसी हीटिंग मशीन; क्वेंचिंग कूलिंग माध्यम स्वच्छ पाणी आहे, पाण्याचे तापमान 20 ~ 40 ℃ आहे आणि शमन पाण्याचा दाब 0.2 ~ 0.8MPa आहे; टेम्परिंग चांगल्या प्रकारच्या टेम्परिंग फर्नेसचा अवलंब करते आणि टेम्परिंग तापमान 180°C. वापरलेल्या हीटिंग इंडक्टरची रचना आकृती 3 मध्ये दर्शविली आहे.
3. विद्यमान समस्या
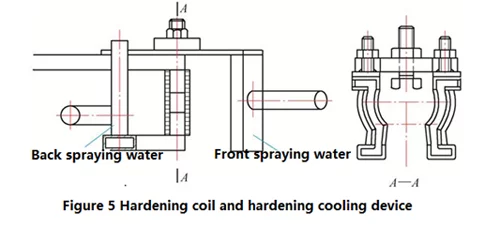
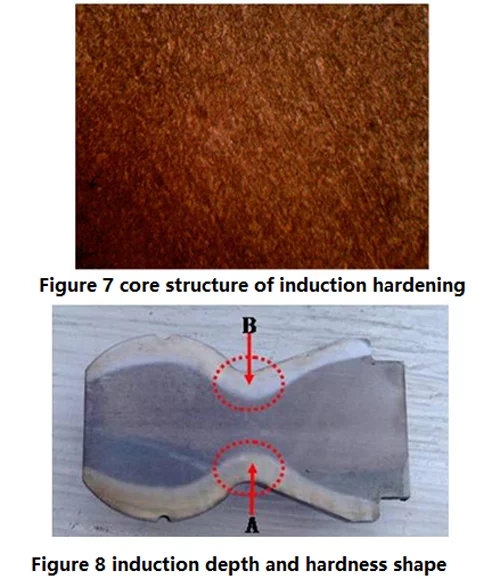
वर नमूद केलेल्या इंटरमीडिएट फ्रिक्वेन्सी इंडक्शन हीट ट्रीटमेंट प्रक्रियेद्वारे प्रक्रिया केलेल्या बॉल स्टडची तपासणी करून पुष्टी केली जाते: कडकपणा, मार्टेन्साईट संरचना, कठोर थर खोली, कठोर क्षेत्र आणि आकार सर्व पात्र आहेत आणि तांत्रिक आवश्यकता पूर्ण करतात, परंतु आकारात आकृती 4 , A आणि B मध्ये दर्शविलेले कठोर स्तर स्पष्टपणे इतर भागांपेक्षा खोल आहेत, आणि कठोर स्तराची खोली खूप असमान आहे, ज्यामुळे उष्णता उपचारांच्या स्थिरता नियंत्रणात मोठ्या अडचणी येतात. म्हणून, आम्ही ही अवांछित घटना सुधारण्याचा निर्णय घेतला.
4. सुधारणा
नवीन डिझाइन केलेले इंडक्टर आणि क्वेंचिंग कूलिंग वॉटर फवारणी यंत्र स्प्लिट स्ट्रक्चरचा अवलंब करतात (आकृती 5 पहा). डाव्या बाजूला सेन्सर आणि क्वेंचिंग कूलिंग वॉटर फवारणी यंत्र असेंब्लीमध्ये एकत्र केले जाते आणि उजवे AA क्रॉस-सेक्शनल व्ह्यू वर्कपीसवरील इंडक्टर आणि पोझिशनिंग डिव्हाइस आहे. , इंडक्टरचा आकार इंडक्टरच्या प्रभावी रिंगच्या आतील बाजू आणि वर्कपीसमधील अंतराची एकसमानता सुनिश्चित करतो. वर्कपीस लोअर क्लॅम्पिंग मेकॅनिझममध्ये ठेवली जाते, इंडक्टरमध्ये हलविली जाते, मधल्या स्थितीत समायोजित केली जाते, वरच्या पोझिशनिंग डिव्हाइससह निश्चित केली जाते आणि नंतर खाली केली जाते. उपकरणाची क्लॅम्पिंग यंत्रणा बॉल पिनला फिरवण्यास प्रवृत्त करते आणि भाग गरम करण्यासाठी सेन्सर सक्रिय होतो. हीटिंग पूर्ण झाल्यानंतर, पुढील आणि मागील शमन करणारे पाणी स्प्रे बॉक्स थंड आणि शमन करण्यासाठी फवारले जातात. वरील प्रक्रिया अनक्वेंच्ड बॉल स्टडसाठी पुनरावृत्ती केली जाते आणि क्वेंच्ड बॉल स्टड टेम्परिंगसाठी टेम्परिंग भट्टीत टाकला जातो.
5. प्रभाव सुधारा
बॉल स्टडची उष्णता उपचार पुन्हा इंडक्शन करण्यासाठी वरील सुधारणा उपाय लागू करा. तपासणीनंतर, टेम्पर्ड कडकपणा 60HRC आहे; ग्रेड 2; आकृती 3.2 मध्ये दर्शविल्याप्रमाणे, कडक झालेल्या थराची खोली 4.0~8mm आहे, सुधारित बॉल स्टड हार्डन लेयरचा आकार आणि लेयरची खोली तुलनेने एकसमान आहे, विशेषत: आकृती 8 मधील A आणि B मधील कठोर स्तराची खोली. आकार लक्षणीय सुधारणा केली गेली आहे, परंतु उत्पादन प्रक्रियेत, ऑपरेटरने नोंदवले की क्लॅम्पिंग आणि अनलोडिंग कार्यक्षमता कमी आहे, परिणामी सुधारणा पूर्वीपेक्षा कमी उत्पादन होते.
6. पुन्हा सुधारणा करा
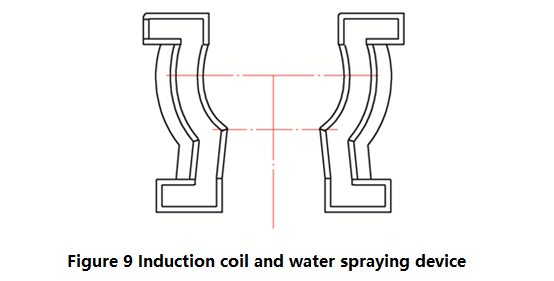
क्लॅम्पिंग आणि अनलोडिंगची कमी कार्यक्षमता लक्षात घेता, आम्ही प्रामुख्याने विश्लेषण करतो की नवीन डिझाइन केलेले पोझिशनिंग आणि क्लॅम्पिंग डिव्हाइस पुरेसे वाजवी नाही, ज्यामुळे अधिक मॅन्युअल ऑपरेशन्स होतात आणि बराच वेळ लागतो. म्हणून, आम्ही मूळ स्थिती आणि क्लॅम्पिंग पुनर्स्थित करण्यासाठी एक अनुलंब मशीन टूल सादर करण्याचा निर्णय घेतला. यामुळे मूळ फिक्सिंग नट आणि वर्कपीसला इंडक्टरमध्ये हलवण्याची वेळ कमी होते जेव्हा वर्कपीस लोअर क्लॅम्पिंग मेकॅनिझममध्ये ठेवली जाते. या कारणास्तव, आकृती 5 मध्ये दर्शविलेले संबंधित स्प्लिट इंडक्टर आणि क्वेंचिंग कूलिंग वॉटर स्प्रे डिव्हाइस AA हे दृश्य अंजीर मध्ये दर्शविलेल्या स्थितीत बदलते. ९.
सुधारित क्लॅम्पिंग आणि पोझिशनिंग यंत्रणा उत्पादनात ठेवल्यानंतर, क्लॅम्पिंग आणि अनलोडिंगची कार्यक्षमता सामान्य उत्पादन स्थितीत परत येते, जी पूर्ण करते.
उत्पादन आवश्यकता.
7 निष्कर्ष
जटिल आकारांसह बॉल स्टड्सच्या इंडक्शन हीट ट्रीटमेंटच्या पद्धतशीर सुधारणेद्वारे, आम्हाला हे सखोल समज आहे की उष्णता उपचार प्रक्रियेच्या डिझाइनच्या प्रक्रियेत, केवळ सतत डिझाइनची चक्र प्रक्रिया, व्यावहारिक पडताळणी, सुधारणा पुष्टीकरण आणि पुनर्परीक्षा आणि सुधारणा संपूर्ण उष्णता उपचार प्रक्रिया करू शकते. भाग डिझाइनसाठी आवश्यक असलेल्या तांत्रिक कामगिरीच्या आवश्यकता चांगल्या प्रकारे पूर्ण करण्यासाठी सिस्टममध्ये सतत सुधारणा केली जाते.
टॅग्ज:बॉल डोवेल पृष्ठभाग कडक करणारे मशीन, बॉल हेड पिन इंडक्शन हार्डनिंग, बॉल पिन हार्डनिंग मशीन, बॉल पिन इंडक्शन हीट ट्रीटमेंट मशीन, बॉल सॉकेट इंडक्शन हार्डनिंग, बॉल सॉकेट इंडक्शन टेम्परिंग मशीन, बॉल स्टड इंडक्शन हार्डनिंग, बॉल स्टड इंडक्शन हार्डनिंग सोल्यूशन्स, प्रेरण कठोर, इंडक्शन हार्डनिंग टूल, इंडक्शन क्वेंचिंग बॉल स्टड
उत्पादने संबंधित
-
 सीएनसी हार्डनिंग सिस्टम
सीएनसी हार्डनिंग सिस्टमसीएनसी क्वेंचिंग मशीन टूल
-
सीएनसी हार्डनिंग सिस्टम
सीएनसी इंडक्शन हार्डनिंग मशीन
-
इंडक्शन हीट ट्रीटमेंट सिस्टम
बॉल स्टड इंडक्शन हार्डनिंग मशीन


