रिंग गियर इंडक्शन हार्डनिंग
रिंग गियर (बाह्य रिंग गीअर आणि आतील गियरसह) हा सामान्यतः वापरला जाणारा यांत्रिक ट्रान्समिशन भाग आहे, विशेषत: मोठ्या व्यासाचा रिंग गियर इंडक्शन हीटिंग आणि शमन प्रक्रियेद्वारे पृष्ठभाग मजबूत करण्यासाठी मोठ्या प्रमाणावर वापरला जातो. रिंग गियर इंडक्शन हार्डनिंग मशीनचा वापर त्याच्या सोप्या प्रक्रियेमुळे, भागांचे लहान विकृती, भागांवर आंशिक उपचार, उच्च उत्पादन कार्यक्षमता, ऊर्जा बचत, स्वच्छ उत्पादन, कमी पर्यावरणीय प्रदूषण आणि प्रक्रियेचे सुलभ यांत्रिकीकरण आणि ऑटोमेशन यामुळे मोठ्या प्रमाणावर वापरले जाते.
रिंग गियर इंडक्शन हार्डनिंग ऍप्लिकेशन्स
रिंग गियर इंडक्शन हार्डनिंग पद्धती
चार प्रकारच्या रिंग गियर इंडक्शन हीटिंग आणि क्वेंचिंग पद्धती आहेत, ज्यामध्ये गॅप-बाय-गॅप रिंग गियर इंडक्शन हार्डनिंग, टूथ-बाय-टूथ गियर इंडक्शन हार्डनिंग, स्पिन हार्डनिंग गियर इंडक्शन हार्डनिंग आणि ड्युअल-फ्रिक्वेंसी इंडक्शन हार्डनिंग आहेत. दात खोबणीसह इंडक्शन हार्डनिंग आणि टूथ-बाय-टूथ इंडक्शन हार्डनिंग प्रक्रिया विशेषत: मोठ्या व्यासाच्या (2.5 मीटर पर्यंत) आणि मोठ्या मॉड्यूल्स असलेल्या बाह्य आणि आतील रिंग गीअर्ससाठी योग्य आहे, परंतु लहान व्यास आणि लहान मॉड्यूल गियरसाठी योग्य नाही. (मॉड्यूल). 6 पेक्षा कमी).
- गॅप-बाय-गॅप रिंग गियर इंडक्शन हार्डनिंग: दाताची बाजू आणि दाताची मुळं कडक झाली आहेत आणि दाताच्या वरच्या मध्यभागी कोणताही कडक थर नाही (चित्र 1 पहा). या पद्धतीची उष्णता उपचार विकृती लहान आहे, परंतु उत्पादन कार्यक्षमता कमी आहे.
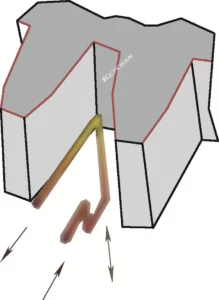
- गॅप-बाय-गॅप रिंग गियर इंडक्शन हार्डनिंग: दाताची बाजू आणि दाताची मुळं कडक झाली आहेत आणि दाताच्या वरच्या मध्यभागी कोणताही कडक थर नाही (चित्र 1 पहा). या पद्धतीची उष्णता उपचार विकृती लहान आहे, परंतु उत्पादन कार्यक्षमता कमी आहे.
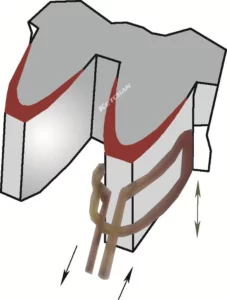
- स्पिन रिंग गियर इंडक्शन हार्डनिंग: सिंगल-टर्न स्कॅनिंग क्वेन्चिंग किंवा मल्टी-टर्न हीटिंग क्वेन्चिंग एकाच वेळी, दात मुळात पूर्णपणे विझलेले असतात आणि रूट कडक होणारा थर उथळ असतो (आकृती 3 पहा). मध्यम आणि लहान गियरसाठी योग्य, उच्च गती, हेवी-ड्यूटी गियरसाठी योग्य नाही.
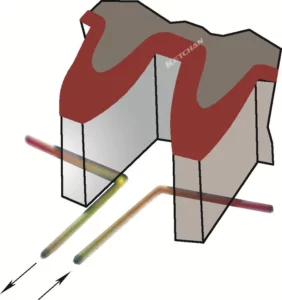
- ड्युअल फ्रिक्वेंसी इंडक्शन हार्डनिंग: इंटरमीडिएट फ्रिक्वेंसी टूथ स्लॉटला प्रीहीट करते आणि उच्च फ्रिक्वेंसी टूथ प्रोफाईलवर मुळात वितरीत केलेला कडक थर मिळविण्यासाठी टूथ टॉप गरम करते.
गॅप-बाय-गॅप रिंग गियर इंडक्शन हार्डनिंग टेक्निकल पॉइंट्स
(1). रिंग गियरच्या दात खोबणीसह इंडक्शन हार्डनिंगची सामान्य वारंवारता 1~30kHz आहे आणि इंडक्टर आणि भाग यांच्यातील अंतर 0.5~ 1mm नियंत्रित आहे.
(2). कॉगिंग इंडक्टर्सच्या बाजूने निर्माण होणारे एडी प्रवाह हे फुलपाखराच्या आकाराचे असतात ज्यात मुळात सर्वाधिक प्रवाह घनता असते. म्हणून, इंडक्टरला चुंबकीय कंडक्टरने सुसज्ज करणे आवश्यक आहे आणि इंडक्टरची कार्यक्षमता सुधारण्यासाठी त्याच्या नॉच ड्रायव्हिंग इफेक्टचा वापर करून दाताच्या मुळांच्या पृष्ठभागाला लागून असलेल्या इंडक्टरची वर्तमान घनता वाढवता येते.
(3). इंडक्शन कॉइल जवळच्या दोन फ्लँक्ससह अगदी सममितीय असणे आणि फ्लॅंक आणि दातांच्या मुळांमधील अंतर काटेकोरपणे नियंत्रित करणे आवश्यक आहे.
(4). इंडक्टरची उंची आणि चुंबकीय कंडक्टरचे प्रमाण यथोचित जुळवा जेणेकरून दातांच्या पृष्ठभागाचे आणि दाताच्या मुळाचे गरम तापमान एकसमान आहे याची खात्री करा आणि क्रॅकिंग क्रॅकिंगला प्रतिबंध करा.


रिंग गियर इंडक्शन कॉइल्स कसे करावे?
(1) सिंगल लूप इंडक्शन कॉइल
(2) शाखा लूप इंडक्शन कॉइल
मुख्य सर्किट मध्यभागी आहे, आणि दोन शाखा सर्किट दोन्ही बाजूला आहेत. मुख्य सर्किट करंट हा ब्रँच सर्किट करंटच्या दुप्पट असतो, ज्यामुळे रिंग गियरच्या इनलेट आणि आउटलेट एंड फेसवरील तीक्ष्ण कोपऱ्यांची ओव्हरहाटिंग इमेज प्रभावीपणे कमी होऊ शकते.
इंडक्शन कॉइलमध्ये उच्च उत्पादन अचूकता आणि दीर्घ सेवा आयुष्य आहे आणि त्याचे लवकर नुकसान टाळण्यासाठी वापरादरम्यान काळजीपूर्वक समायोजित करणे आवश्यक आहे.
रिंग गियर इंडक्शन हार्डनिंग गुणवत्ता कशी सुधारायची?
- कडक झालेला थर असमानपणे वितरीत केला जातो, एका बाजूला उच्च कडकपणा आणि खोल कडक थर असतो; दुसऱ्या बाजूला कमी कडकपणा आणि उथळ कडक थर आहे. याचे कारण असे की दात खोबणीसह इंडक्शन हार्डनिंगमध्ये रिंग इंडक्टरच्या रोटरी इंडक्शन हार्डनिंगच्या तुलनेत उच्च स्थान संवेदनशीलता असते. दात बाजू आणि इंडक्टरमधील अंतराचे उच्च सममितीय वितरण सुनिश्चित करण्यासाठी उच्च-परिशुद्धता स्थिती उपकरणाची रचना आणि निर्मिती करणे आवश्यक आहे. जर ते सममितीय नसेल, तर ते इंडक्टर आणि बाजूच्या भागांमध्ये लहान अंतरासह शॉर्ट-सर्किट आर्किंग देखील होऊ शकते, परिणामी इंडक्टरला लवकर नुकसान होते.
- टणक बाजू annealed. याचे कारण असे आहे की सहाय्यक कूलिंग डिव्हाइस योग्यरित्या समायोजित केलेले नाही किंवा कूलंटची मात्रा अपुरी आहे.
- इंडक्शन कॉइलच्या नाकाच्या टोकावरील कॉपर ट्यूब जास्त गरम होते. दात खोबणीसह नॉन-बरीड स्कॅनिंग शमन प्रक्रिया वापरताना, इंडक्टर आणि भाग यांच्यातील तुलनेने लहान अंतर, गरम पृष्ठभागावरील उष्णता विकिरण आणि मर्यादित आकारामुळे तांब्याची नळी सहजपणे जास्त गरम होते आणि जळून जाते. नाकातील तांब्याची नळी. इंडक्शन कॉइल खराब करण्यासाठी. म्हणून, इंडक्टरने हे सुनिश्चित केले पाहिजे की शीतलक माध्यमाचा पुरेसा प्रवाह आणि दबाव आहे.
- इंडक्शन प्रक्रियेदरम्यान रिंग गियरचा आकार आणि स्थिती बदलते. दाताच्या खोबणीने स्कॅनिंग आणि शमन करताना, अंतिम उपचार केलेला दात 0.1 ते 0.3 मिमीने बाहेर येतो. विकृती, थर्मल विस्तार आणि इंडक्शन कॉइलचे अयोग्य समायोजन यामुळे भाग आणि इंडक्शन कॉइलचे नुकसान होईल. म्हणून, इंडक्टर आणि दात बाजू यांच्यातील अंतर निर्धारित करताना थर्मल विस्तार घटकाचा विचार केला पाहिजे आणि अंतर सुनिश्चित करण्यासाठी योग्य मर्यादा उपकरण वापरावे.
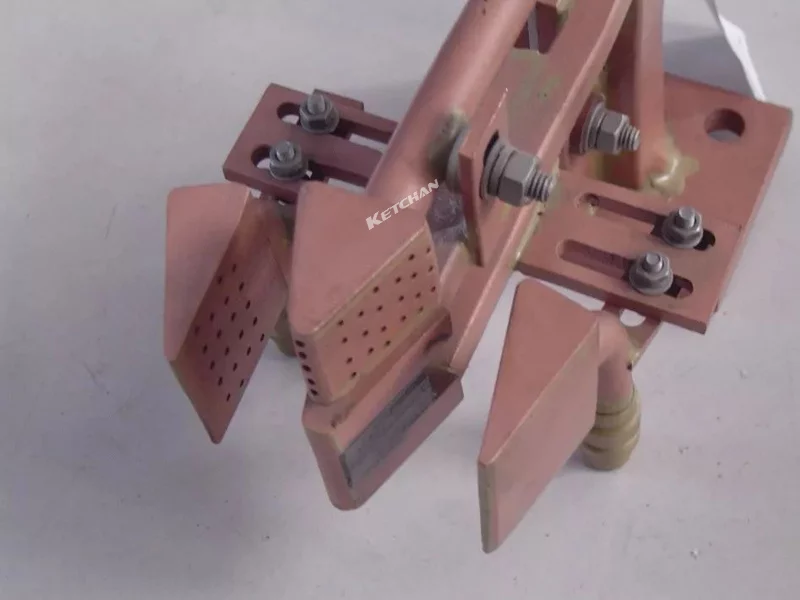
- इंडक्टर मॅग्नेटायझरची कार्यक्षमता खराब झाली आहे. चुंबकीय कंडक्टरची कार्य परिस्थिती कठोर आहे आणि उच्च-घनतेच्या चुंबकीय क्षेत्रामध्ये आणि उच्च-वर्तमान वातावरणात अतिउष्णतेमुळे ते सहजपणे खराब होते (आकृती 7 पहा). त्याच वेळी, शमन माध्यम आणि गंज त्याची कार्यक्षमता कमी करेल. म्हणून, इंडक्शन कॉइलच्या दैनंदिन देखभाल आणि देखभालमध्ये चांगले काम करणे आवश्यक आहे.
इंडक्शन कॉइल ओव्हरहाटिंग नुकसान
")
टॅग्ज:केस इंडक्शन कडक करणे, गियर इंडक्शन कडक करणे, इंडक्शन कडक करणारे अंतर्गत स्प्लाइन्स, प्रेरणा सतत वाढत जाणारी मशीन, स्लीविंग रिंग्सचे इंडक्शन हार्डनिंग, इंडक्शन हार्डनिंग रिंग, इंडक्शन हार्डनिंग स्प्रॉकेट गीअर्स, प्रेरण उष्णता उपचार प्रणाली, प्रेरण शमन यंत्र, रिंग गियर उष्णता उपचार, रिंग गियर इंडक्शन हार्डनिंग, स्लीविंग बेअरिंग इंडक्शन हार्डनिंग
उत्पादने संबंधित
-
 इंडक्शन कॉइल्स
इंडक्शन कॉइल्सइंडक्शन हार्डनिंग कॉइल
-
सीएनसी हार्डनिंग सिस्टम
सीएनसी इंडक्शन हार्डनिंग मशीन
-
 इंडक्शन हीट ट्रीटमेंट सिस्टम
इंडक्शन हीट ट्रीटमेंट सिस्टमगियर हार्डनिंग मशीन



{kind=link}