ड्युअल-फ्रिक्वेंसी इंडक्शन हीटिंगचे सिद्धांत
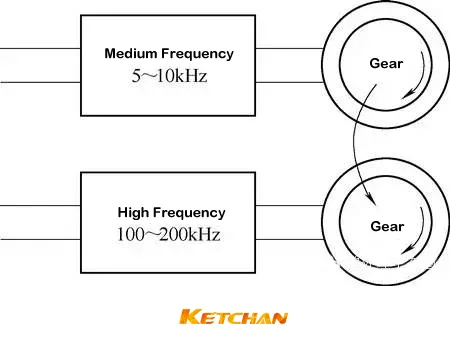
पारंपारिक (पारंपारिक) ड्युअल-फ्रिक्वेंसी इंडक्शन हार्डनिंग म्हणजे दोन फ्रिक्वेंसी पॉवर सप्लाय अनुक्रमे दोन इंडक्टरला लागू केले जातात आणि कमी-फ्रिक्वेंसी इंडक्टरपासून गियरला प्रीहीट करणे आवश्यक आहे आणि गरम आणि शमन करण्यासाठी त्वरीत दुसर्या उच्च-फ्रिक्वेंसी इंडक्टरमध्ये हलवणे आवश्यक आहे. आकृती 1 मध्ये दर्शविलेले आहे. दुहेरी-फ्रिक्वेंसी इंडक्शन हार्डनिंगमध्ये उष्णता उर्जा आतून पसरवण्यासाठी कमी-फ्रिक्वेंसी हीटिंगचा वापर होतो आणि शेवटी पृष्ठभागावर उच्च-फ्रिक्वेंसी हीटिंग, म्हणजेच, "कमी वारंवारता आतील बाजूस झुकते, उच्च वारंवारता झुकते पृष्ठभागावर ".
आकृती 1 पारंपारिक गियर ड्युअल फ्रिक्वेंसी क्वेंचिंगचे योजनाबद्ध आकृती
दुहेरी-वारंवारता प्रेरण कठोर एक आहे प्रतिष्ठापना हीटिंग आणि कडक झालेल्या थराची खोली वाढवण्यासाठी आणि कडकपणाचे वितरण अधिक वाजवी करण्यासाठी शमन पद्धत. म्हणजेच, दात प्रोफाइलच्या बाजूने वितरीत केलेला कठोर थर मध्यम वारंवारता-उच्च वारंवारता अनुक्रमिक हीटिंग पद्धत वापरून मिळवता येतो आणि गियर उष्णता उपचार विकृती लहान असते.
उदाहरणार्थ, 4 मिमीच्या मोड्युलस असलेल्या गियरसाठी, दातांची खोबणी आणि दातांच्या मुळाजवळील दाताची बाजू गरम करण्यासाठी मध्यम वारंवारता प्रवाह वापरा आणि नंतर गरम करण्यासाठी 2.5kHz उच्च वारंवारता प्रवाह वापरा (3~250s) दात वरच्या बाजूला आणि दात वरच्या बाजूला जवळचा दात, नंतर quenched.
Guangzhou Automobile Group Co., Ltd. जेव्हा 45 स्टील आणि मॉड्युलस 3 ने बनवलेल्या गीअर्सवर ड्युअल-फ्रिक्वेंसी इंडक्शन हीटिंग आणि क्वेन्चिंग करते, तेव्हा टूथ प्रोफाइलच्या बाजूने एकसमान वितरीत केलेला एक कडक थर मिळवता येतो. जेव्हा टणक थर 0.8 मिमी असतो, तेव्हा सर्वोत्तम उत्कृष्ट बेंडिंग थकवा कामगिरी, जी मुळात SCM420 (20CrMo स्टीलच्या समतुल्य) कार्बराइज्ड गियर थकवा कामगिरीच्या समतुल्य असते आणि थकवा मर्यादा 1450MPa पर्यंत पोहोचू शकते.
ड्युअल-फ्रिक्वेंसी इंडक्शन हीटिंग प्रक्रिया आणि प्रभाव
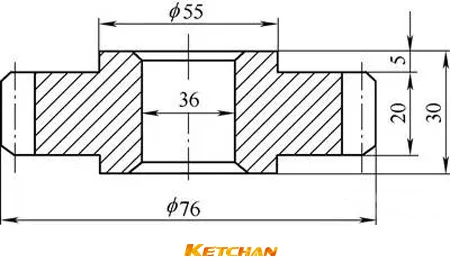
Nihon Electric Industrial Co., Ltd. ने गीअर डबल-फ्रिक्वेंसी क्वेंचिंग पद्धतीची चाचणी केली आहे आणि गीअर सिंगल-फ्रिक्वेंसी क्वेंचिंग पद्धती आणि कार्ब्युरिझिंग क्वेंचिंग पद्धतीपेक्षा लहान विकृती प्राप्त करू शकते. अंतर्भूत दंडगोलाकार गियर (आकृती 2 पहा) मध्ये 2 मिमीचे मॉड्यूलस आणि पूर्ण दातांची उंची 4.7 आहे. मिमी, दातांची संख्या 36 आहे आणि सामग्री S45C स्टील (45 स्टीलच्या समतुल्य) आहे. दातांची पृष्ठभाग मुंडण करून पूर्ण केली जाते आणि प्रीहीट ट्रीटमेंट टेम्परिंगसाठी आहे.
आकृती 2 चाचणी गियर आकार
दुहेरी-फ्रिक्वेंसी इंडक्शन हार्डनिंग पद्धत खालील चित्रात दर्शविली आहे. प्रथम फिक्स्चरवर गियर लावा, आणि नंतर उच्च वेगाने मध्य अक्षासह फिरवा, त्याच वेळी, इंडक्शन पॉवर सप्लाय (1) f=3000Hz चा करंट पाठवतो आणि इंडक्टर (A) मध्ये प्रवेश करतो. ) प्रीहीटिंगसाठी. जेव्हा गियर इष्टतम तापमानापर्यंत पोहोचतो, तेव्हा वीज पुरवठा (1) कापला जातो आणि गियर त्वरीत क्वेंचिंग आणि हीटिंग इंडक्टर (बी) मध्ये येतो आणि त्याच वेळी, उच्च-फ्रिक्वेंसी वीज पुरवठा (2) सुरू होतो. ट्रान्समिट पॉवर, फ्रिक्वेन्सी f=140kHz आणि गीअरची दात पृष्ठभाग जलद शमन करणे आणि टूथ टॉप गरम करणे, जेव्हा दाताची पृष्ठभाग शमन तापमानापर्यंत पोहोचते तेव्हा उच्च-फ्रिक्वेंसी वीज पुरवठा बंद करा, गीअरचा रोटेशन वेग कमी करा , आणि त्याच वेळी दाताची पृष्ठभाग, दाताची शीर्षस्थानी आणि दाताची मुळे वेगाने थंड करण्यासाठी शमन वॉटर जॅकेटमधून थंड पाण्याची फवारणी करा. दाताच्या प्रोफाइलसह वितरीत केलेला एक कडक थर प्राप्त होतो.
ड्युअल-फ्रिक्वेंसी इंडक्शन हार्डनिंग पद्धत
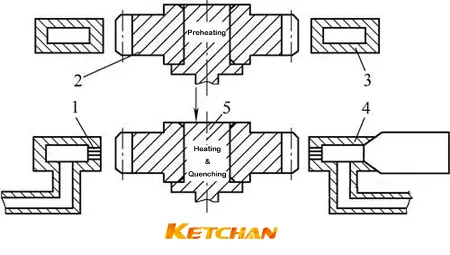
1. वॉटर स्प्रे होल 2. गियर 3. प्रीहीटिंग सेन्सर (A) 4. हाय फ्रिक्वेन्सी हीटिंग सेन्सर (B) + क्वेंचिंग वॉटर जॅकेट 5. फिक्स्चर
तक्ता 1: गीअर्ससाठी तीन उष्णता उपचारांची प्रक्रिया मापदंड दर्शविते.
| दुहेरी वारंवारता, सिंगल फ्रिक्वेंसी हार्डनिंग आणि कार्बराइजिंग हार्डनिंगचे मुख्य प्रक्रिया पॅरामीटर्स | ||
|---|---|---|
| ड्युअल-फ्रिक्वेंसी हार्डनिंग प्रोसेस पॅरामीटर्स | सिंगल-फ्रिक्वेंसी हार्डनिंग प्रोसेस पॅरामीटर्स | कार्बरायझिंग हार्डनिंग प्रोसेस पॅरामीटर्स |
| प्रीहीटिंग पॉवर 100kW | हीटिंग पॉवर 90kW | कार्बरायझिंग 950℃ |
| प्रीहिटिंग वारंवारता 3kHz | वारंवारता 90kHz | 950 ℃ आणि उष्णता संरक्षण 2.5h |
| प्रीहिटिंग वेळ 3.65s | हीटिंग वेळ 3.8s | 850℃ पर्यंत प्रीकूलिंग |
| एअर कूलिंग वेळ 3.85s | प्रीहिटिंग वेळ 0s | 850 मिनिटांसाठी 20℃ |
| उच्च वारंवारता इनपुट पॉवर 900kW | ||
| उच्च वारंवारता वारंवारता 140kHz | पाणी फवारणीची वेळ १५ से | शमन करणारे कूलिंग माध्यम - तेल |
| हीटिंग वेळ 0.14s | हीटिंग वेळ 0.14s | टेम्परिंग तापमान 180℃ |
| पाणी फवारणीची वेळ 10 से | / | टेम्परिंग वेळ 2 ता |
| पाणी स्प्रे प्रवाह दर 100L/min | / | त्यानंतर एअर कूलिंग |
तीन प्रक्रियांनंतर दात प्रोफाइलसह गियर विकृती, अवशिष्ट संकुचित ताण आणि प्रोफाइलिंग रेटचे चाचणी परिणाम तक्ता 2 मध्ये दर्शविले आहेत. तक्ता 2 वरून असे दिसून येते की ड्युअल-फ्रिक्वेंसी क्वेंचिंग नंतर गियरची उष्णता उपचार विकृती सर्वात लहान आहे, अचूकता सर्वोच्च आहे आणि अवशिष्ट संकुचित ताण सर्वात जास्त आहे.
तक्ता 2: कार्ब्युरायझिंग आणि क्वेंचिंग, सिंगल-फ्रिक्वेंसी इंडक्शन हार्डनिंग आणि डबल-फ्रिक्वेंसी इंडक्शन हार्डनिंग (μm) नंतर थर्मल विरूपण परिणाम
| कार्ब्युरिझिंग आणि क्वेंचिंग, सिंगल-फ्रिक्वेंसी इंडक्शन हार्डनिंग आणि डबल-फ्रिक्वेंसी इंडक्शन हार्डनिंग (μm) नंतर थर्मल विरूपण परिणाम | ||||
|---|---|---|---|---|
| आयटम | Carburizing Quenching + Tempering | सिंगल फ्रिक्वेन्सी इंडक्शन हार्डनिंग | ड्युअल फ्रिक्वेन्सी इंडक्शन हार्डनिंग | टिपा |
| सरासरी प्रोफाइल त्रुटी | 4.26 ~ 4.8 | 2.2 ~ 3.3 | 3.1 ~ 308 | / |
| दात प्रोफाइल ऑफसेट | 16 | 8.4 | 6.0 | / |
| दात बाहेर पडणे | 5.867 | 3.103 | 2.198 | / |
| दात दिशानिर्देश त्रुटीचे सरासरी मूल्य | 6.91 | 3.7 ~ 4.1 | 3.7 ~ 4.1 | / |
| दात त्रुटी ऑफसेट | 20 | 4.4 | 4.4 | / |
| दात बाहेर पडणे | 7.51 | 1.855 | 1.584 | / |
| दातांच्या मुळाच्या मध्यभागी अवशिष्ट ताण/MPa | -27.7 | -51.3 | -778 | / |
| दात वरच्या कडक थराची खोली / मिमी | 0.87 | 4.69 | 1.54 | जेव्हा रूट कठोर स्तराची खोली 0.55 मि.मी |
| कठोर स्तर प्रोफाइलिंग दर (%) | 81.5 | 0.2 | 67.2 | / |