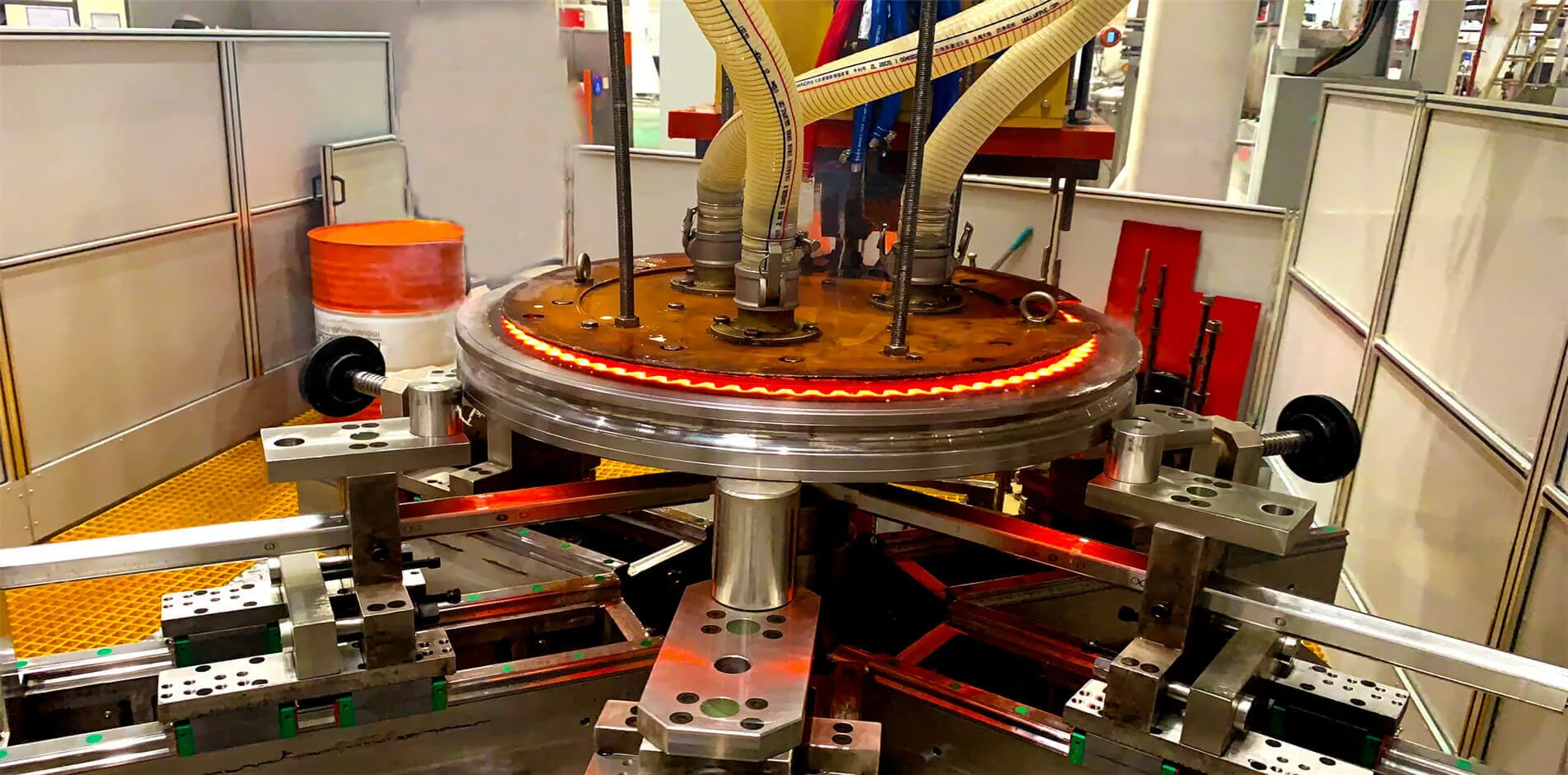
इंडक्शन हार्डनिंग हा पृष्ठभागाच्या कडकपणाचा एक प्रकार आहे ज्यामध्ये धातूचा भाग वैकल्पिक चुंबकीय क्षेत्राद्वारे गरम केला जातो आणि नंतर शांत केला जातो (जलद थंड होतो). विझवलेल्या धातूमध्ये मार्टेन्सिटिक परिवर्तन होते, ज्यामुळे भागाचा कडकपणा आणि ठिसूळपणा वाढतो. इंडक्शन हार्डनिंगचा वापर संपूर्ण भागाच्या गुणधर्मांवर परिणाम न करता भाग किंवा असेंब्लीचे क्षेत्र निवडकपणे कठोर करण्यासाठी केला जातो. शाफ्ट, गीअर्स, स्प्रिंग्स आणि स्टॅम्पिंग यांसारख्या पोलाद घटकांचे पोशाख प्रतिरोध, पृष्ठभागाची कडकपणा आणि थकवा वाढवण्यासाठी इंडक्शन हार्डनिंग ही एक सामान्य प्रक्रिया आहे.
इंडक्शन हार्डनिंग वारंवारता कशी निवडावी?
इंडक्शन हार्डनिंग मशीनची गरम वारंवारता अनेक घटकांवर अवलंबून असते, जसे की वर्कपीसचा आकार आणि आकार, आवश्यक गरम खोली आणि नमुना, उत्पादन दर आणि उपकरणाची किंमत आणि आकार. सामान्यतः, उच्च फ्रिक्वेन्सी उथळ गरम खोली आणि एकसमान उष्णतेचे नमुने तयार करतात, परंतु त्यांना अधिक शक्तीची देखील आवश्यकता असते आणि त्यामुळे अधिक इलेक्ट्रोडायनामिक शक्ती आणि ध्वनिक आवाज होऊ शकतो. कमी फ्रिक्वेन्सी खोल गरम खोली आणि कमी एकसमान उष्णतेचे नमुने तयार करतात, परंतु त्यांना कमी उर्जा देखील लागते आणि यामुळे कमी इलेक्ट्रोडायनामिक शक्ती आणि ध्वनिक आवाज होऊ शकतो.
कारण प्रेरण कठोर, फ्रिक्वेन्सी दोन गटांमध्ये विभागल्या आहेत: मध्यम वारंवारता (MF) आणि रेडिओ वारंवारता (RF). MF श्रेणी सामान्यतः 3-50kHz ची असते आणि RF 100-400kHz ची असते. खोल केसांच्या खोलीसह मोठे आणि मध्यम आकाराचे भाग गरम करण्यासाठी MF योग्य आहे, तर RF उथळ केसांच्या खोलीसह लहान आणि पातळ भाग गरम करण्यासाठी योग्य आहे. ची काही उदाहरणे प्रेरणा हार्डनिंग अनुप्रयोग आणि त्यांची ठराविक वारंवारता आहेत:
- गीअर्सचे कॉन्टूर हार्डनिंग: 3-10 kHz
- शाफ्टची पृष्ठभाग कडक होणे: 10-30 kHz
- लहान भागांचे पृष्ठभाग कडक होणे: 100-400 kHz
- मेटल वर्कपीसचे इंडक्शन ब्रेझिंग: 100-400 kHz
- कमी प्रमाणात धातूचे प्रेरण वितळणे: 100-400 kHz13
इंडक्शन हार्डनिंग प्रक्रियेला अनुकूल करण्यासाठी वारंवारता, शक्ती आणि वेळ यांचे सर्वोत्तम संयोजन निवडण्यासाठी, संगणक सिम्युलेशन किंवा प्रायोगिक चाचणी वापरून तपशीलवार विश्लेषण केले पाहिजे.
कडे तुमची वर्कपीस पाठवू शकता KETCHANची लॅब हार्डनिंग टेस्ट किंवा सल्ला घ्या KETCHANचे उष्णता उपचार तज्ञ मोफत.
टॅग्ज:कठिण प्रक्रिया, प्रेरण कठोर, प्रेरणा सतत वाढत जाणारी उपकरणे, इंडक्शन कठोर मार्गदर्शन, इंडक्शन हार्डनिंग हीटिंग वारंवारता, प्रेरणा सतत वाढत जाणारी मशीन, इंडक्शन हार्डनिंग प्रक्रिया, प्रेरण कठोर समाधान, इंडक्शन हार्डनिंग टेम्परिंग, प्रतिष्ठापना हीटर, प्रेरण हीटिंग मशीन, KETCHAN, पृष्ठभाग कडक करण्याची प्रक्रिया