
बियरिंग्जचे इंडक्शन हार्डनिंग
इंडक्शन हार्डनिंग हे पृष्ठभाग कडक करण्याचे तंत्र आहे जे बेअरिंगसारख्या धातूच्या भागावर कठोर थर तयार करण्यासाठी इंडक्शन हीटिंग आणि क्वेंचिंगचा वापर करते.
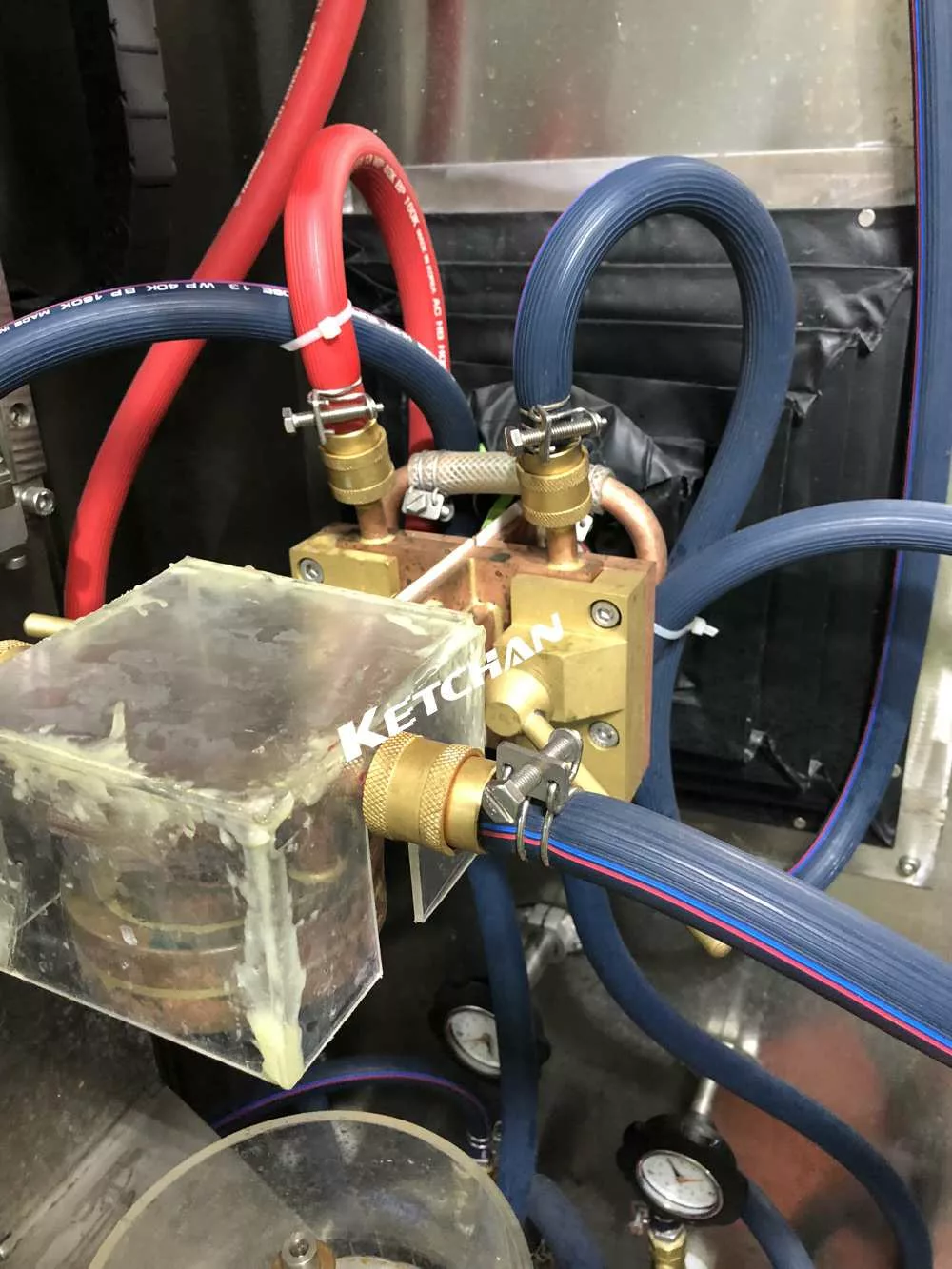
- प्लेसमेंट: बेअरिंग तांब्याच्या कॉइलमध्ये ठेवलेले असते.
- गरम करणे: बेअरिंग त्याच्या परिवर्तन तापमानाच्या वर एक पर्यायी प्रवाहाने गरम केले जाते.
- शमन: बेअरिंग पाण्याने किंवा इतर शमन माध्यमाने वेगाने थंड केले जाते. ही प्रक्रिया पृष्ठभागाची कडकपणा आणि पोशाख प्रतिरोध वाढवते परंतु ते अधिक ठिसूळ बनवते.
बियरिंग्जसाठी, तीन प्रकारचे प्रेरक पृष्ठभाग कडक होणे आहेत: सॉफ्ट झोनसह स्कॅनिंग, सॉफ्ट झोनशिवाय स्कॅनिंग आणि सिंगल-शॉट हार्डनिंग. काही प्रक्रियांमध्ये, हार्डनिंग ऑपरेशन वेगळ्या चरणांमध्ये मोडले जाते: स्टार्ट झोन गरम करणे, स्टार्ट शमन करणे सुरू होते आणि नंतर कॉइल रिंगभोवती फिरतात, ते गरम करतात.
या प्रकारच्या कडक होण्यासाठी 0.3-0.6 wt% C ची कार्बन सामग्री आवश्यक आहे. इंडक्शन सर्फेस कडक कमी मिश्र धातुयुक्त मध्यम कार्बन स्टील्सचा वापर गंभीर ऑटोमोटिव्ह आणि मशीन ऍप्लिकेशन्ससाठी मोठ्या प्रमाणावर केला जातो ज्यांना उच्च पोशाख प्रतिरोध आवश्यक असतो.
बीयरिंगसाठी इंडक्शन हार्डनिंग हीट ट्रीटमेंटचे फायदे
- वाढलेला पोशाख प्रतिकार: कडकपणा आणि पोशाख प्रतिकार यांचा थेट संबंध आहे. इंडक्शन हार्डनिंगमुळे भागाचा पोशाख प्रतिरोध लक्षणीयरीत्या वाढतो.
- वाढलेली ताकद आणि थकवा जीवन: हे पृष्ठभागावरील मऊ कोर आणि अवशिष्ट संकुचित तणावामुळे होते. शॉक लोड आणि कंपन हाताळण्यासाठी आवश्यक लवचिकतेचा त्याग न करता इंडक्शन हार्डनिंग बेअरिंग जर्नल्स आणि शाफ्ट विभागांना उत्कृष्ट टिकाऊपणा प्रदान करू शकते.
- कमी उष्णता उपचार विकृती: फक्त पृष्ठभाग गरम आणि थंड केले जाते, ज्यामुळे उष्णता उपचार विकृती कमी होऊ शकते.
- उच्च पृष्ठभागाची कठोरता: कठोर होण्यापेक्षा जलद प्रादेशिक शीतकरण दर उच्च पृष्ठभागाची कठोरता मूल्ये प्राप्त करू शकतात.
- टफ कोअरसह डीप केस: टिपिकल केस डेप्थ .030” – .120” असते जी कार्ब्युरायझिंग, कार्बोनिट्रायडिंग आणि उप-गंभीर तापमानात केल्या जाणार्या विविध प्रकारच्या नायट्राइडिंगसारख्या प्रक्रियांपेक्षा सरासरी खोल असते.
- निवडक हार्डनिंग प्रक्रिया: पोस्ट-वेल्डिंग किंवा पोस्ट-मशीनिंग असलेली क्षेत्रे मऊ राहतात - इतर फार कमी उष्णता उपचार प्रक्रिया हे साध्य करू शकतात.
- तुलनेने किमान विकृती: उदाहरणार्थ, 1” Ø x 40” लांबीचा शाफ्ट, ज्यामध्ये दोन समान अंतराची जर्नल्स असतात, प्रत्येक 2” लांबीला लोड आणि वेअर रेझिस्टन्सचा आधार आवश्यक असतो. इंडक्शन हार्डनिंग फक्त या पृष्ठभागांवर केले जाते, एकूण 4” लांबी. पारंपारिक पद्धतीसह (किंवा जर आम्ही इंडक्शनने त्या बाबतीत संपूर्ण लांबी कठोर केली तर), तेथे लक्षणीयरीत्या अधिक युद्धपृष्ठ असेल.
- कमी किमतीच्या स्टील्सच्या वापरास अनुमती देते: जसे की 10451.
या फायद्यांमुळे इंडक्शन हार्डनिंग ही पृष्ठभागावर कडक होणे, थ्रू-हार्डनिंग टेम्परिंग आणि स्ट्रेस रिलीफ, अॅनिलिंग आणि नॉर्मलाइजिंग, ग्रेन रिफाइनमेंट, पर्सिपिटेशन हार्डनिंग किंवा एजिंग, आणि पावडर मेटलचे सिंटरिंग यासह विविध ऍप्लिकेशन्ससाठी प्रभावी उष्णता उपचार प्रक्रिया बनते.