Fasteners machining with induction heating is a process that involves using an electric current to heat and shape metal parts such as bolts, screws, nuts, and washers. Induction heating is a fast, precise, and energy-efficient way to machine metal parts, as it allows for non-contact heating and consistent quality. Induction heating is a fast, precise, and energy-efficient way to forge metal parts such as bolts, screws, nuts, and washers.
Some of the applications are:
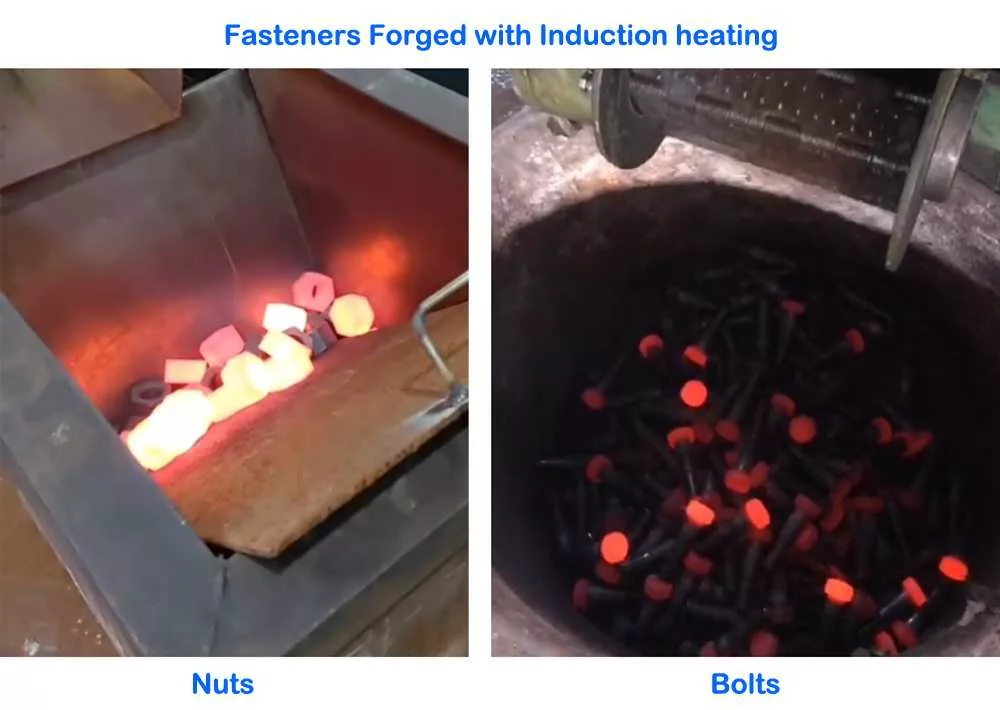
- Hot heading: Induction is used for preheating bolt and screw heads prior to forging. This improves the consistency, quality, and productivity of the forging process, as well as reduces the energy consumption and footprint of the equipment.
- थ्रेड रोलिंग: Induction is used for heating fasteners before forming a thread into them with a thread roll die. This has advantages over thread cutting, such as higher strength, better surface finish, and lower cost of the fasteners.
- Thread patching: Induction is used for curing the paint or powder material used in thread patching, which is a method of locking fasteners in place. Induction heating enables rapid and controlled curing of the patching material, resulting in a high-quality and reliable fastening.
- बोल्ट काढणे: Induction is used for heating seized bolts to expand them and loosen them from their sockets. This is a safer and more effective method than using torches or wrenches, as it avoids damage to the surrounding parts and reduces the risk of injuries.
Here are the steps for using induction heating to forge fasteners:
Forging fasteners with induction heating is a process that involves using an electric current to heat metal in a coil and then shaping it with a hammer or press.
- Choose the right power supply and frequency for your induction heating system. The power and frequency depend on the size, shape, and material of the metal rod or bar that you want to forge. You can use the formula P = m * c * ΔT / t to calculate the power needed to heat the metal to the desired temperature in a given time, where P is power, m is mass, c is specific heat, ΔT is temperature change, and t is time. The frequency affects the penetration depth of the current into the metal. Generally, lower frequencies produce deeper penetration and higher frequencies produce shallower penetration. You can use the formula δ = 503 * √(ρ / (f * μ)) to calculate the penetration depth, where δ is depth, ρ is resistivity, f is frequency, and μ is permeability. You can also consult the manufacturer of your induction heating system for guidance on choosing the right power and frequency for your application.
- Place the metal rod or bar in the induction coil and turn on the power. The coil should be close to the end of the rod or bar that you want to forge, but not touching it. The coil should also be well insulated and water-cooled to prevent overheating and damage. The metal will start to heat up rapidly and uniformly in the coil. You can use a pyrometer or a thermocouple to monitor the temperature of the metal. You should heat the metal to a temperature that is suitable for forging, which depends on the type of metal and the desired properties of the final product. For example, carbon steel typically requires a forging temperature of about 1800°F (980°C), while stainless steel requires a forging temperature of about 2100°F (1150°C).
- Remove the metal from the coil and transfer it to the forging press or hammer. You should do this quickly and carefully to avoid losing heat and causing injuries. You can use tongs, clamps, or other tools to handle the hot metal. You should also wear protective gloves, goggles, and clothing to prevent burns and sparks. You can use a two-part die to shape the end of the metal into the desired fastener shape, such as a hexagonal head, a square head, or a round head. You should apply enough force and speed to deform the metal without cracking or splitting it. You can also use a thread rolling die to form a thread into the heated fastener, which has advantages over thread cutting, such as higher strength, better surface finish, and lower cost.
- Repeat the process for the other end of the metal rod or bar, if needed. You can also forge multiple fasteners from a single rod or bar by cutting it into segments and heating each segment separately. You should make sure that the fasteners are consistent in size, shape, and quality.
- Cool the forged fasteners and perform any additional treatments, such as tempering, hardening, or coating. You can cool the fasteners by air, water, or oil, depending on the type of metal and the desired properties. Cooling the fasteners will reduce the residual stresses and improve the mechanical properties of the metal. You can also heat the fasteners again in a channel coil to temper them and relieve the forging stresses. Tempering will increase the toughness and ductility of the metal, while reducing the hardness and brittleness. You can also apply a coating to the fasteners, such as zinc, nickel, or chrome, to enhance the corrosion resistance, appearance, or performance of the fasteners.
{kind=link}
{kind=link}
{kind=link}