")



वाल्व इंडक्शन कडक का होते?
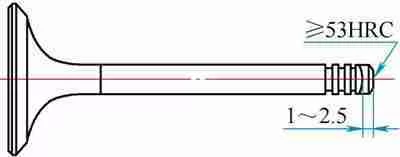
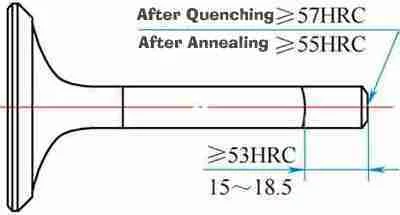
इंजिन व्हॉल्व्हचे सर्व्हिस लाइफ सुधारण्यासाठी, आम्ही व्हॉल्व्ह स्टेम आणि कोन पृष्ठभाग इंडक्शन हार्डनिंग प्रक्रिया केली पाहिजे. शमन कडकपणा सामान्यतः 50-62 HRC, इंडक्शन क्वेंचिंग लांबी किंवा खोली असते ≥ 2 मिमी, 8 परिमाणात सूक्ष्म धान्य आकार, इ., वाल्व सेवा परिस्थिती आणि आवश्यकतांनुसार, व्हॉल्व्ह रॉड एंड क्वेंचिंग व्हॉल्व्ह स्टेम फुल हार्डनिंग, रॉड एंड इम्पॅक्ट क्वेंचिंग, स्टेम प्रोफाइल क्वेंचिंग इ. मध्ये विभागले जाऊ शकते. काही प्रसिद्ध व्हॉल्व्ह उत्पादकांना सेवा दिल्यानंतर, आम्ही आमची व्हॉल्व्ह इंडक्शन हार्डनिंग मशीन नेहमी जलद, स्थिर आणि व्यावसायिक बनवण्यासाठी अपडेट करत आहोत.
वाल्व इंडक्शन हार्डनिंग मशीन कॉइल कसे करावे?
वाल्व रॉड एंड क्वेंचिंग उच्च-फ्रिक्वेंसी इंडक्शन हार्डनिंग उपकरणे आणि इंडक्टरद्वारे प्राप्त केले जाते. इंडक्शन हीट ट्रीटमेंटची गुणवत्ता आणि उपकरणांची कार्यक्षमता आणि उपयोग मुख्यत्वे इंडक्टर स्ट्रक्चर डिझाइन आणि मॅन्युफॅक्चरिंगवर अवलंबून असतात. व्हॉल्व्ह रॉड एंड क्वेंचिंग इंडक्टरच्या प्रकार आणि वैशिष्ट्यांनुसार, ते प्लेन इंडक्टर, यू-आकाराचे किंवा आयताकृती इंडक्टर (कॉपी करणे), ओपन कंटीन्युटी क्वेंचिंग इंडक्टर (रॉड एंड क्वेंचिंग इ.) मध्ये विभागले जाऊ शकते, त्याचे वेगळे टोक पूर्ण करा. कडकपणा, शमन लांबी किंवा खोली तांत्रिक आवश्यकता, इ. व्हॉल्व्ह रॉड एंड क्वेंचिंग प्रक्रियेत, क्वेंचिंग इंडक्टरसाठी मूलभूत आवश्यकता खालीलप्रमाणे आहेत:
- इंडक्टरला आयताकृती (किंवा गोल कॉपर ट्यूब) शुद्ध कॉपर ट्यूब किंवा कॉपर प्लेटने वेल्डेड केले जाते जेणेकरून काटकोनात तीक्ष्ण कोपरा परिणाम होऊ नये आणि कोपरे जास्त गरम होऊ नयेत किंवा जळू नयेत.
- प्रभाव आणि प्रोफाइल क्वेंचिंग दरम्यान हीटिंग कार्यक्षमता सुधारण्यासाठी इंडक्टर चुंबकीय मार्गदर्शकासह सुसज्ज असावा.
- पुरेशा ताकदीसह, स्थापित करणे, बनविणे आणि समायोजित करणे सोपे आहे, गरम प्रक्रियेत विकृत करणे सोपे नाही आणि इंडक्टरमधील स्केल आणि बाह्य घाण साफ करणे सोयीस्कर आहे.
- टाईप इंडक्टरद्वारे सतत शमन करण्यासाठी, वरच्या आणि खालच्या, इन्सुलेशन टाइल्सच्या आतील बाजूस, प्रज्वलन टाळण्यासाठी, सेवा आयुष्य वाढवण्यासाठी आणि थंड होण्यासाठी चांगली परिस्थिती आहे.
मोठ्या संख्येने उत्पादन पद्धतींनी हे सिद्ध केले आहे की दंडगोलाकार इंडक्टरऐवजी आयताकृती इंडक्टरच्या वापरामुळे व्हॉल्व्ह रॉडच्या शेवटी इंडक्शन क्वेन्चिंगची गुणवत्ता सुधारण्यात, व्हॉल्व्हचे सेवा आयुष्य वाढविण्यात आणि उत्पादकता वाढविण्यात, सहाय्यक वेळ कमी करण्यात आणि सुलभ करण्यासाठी स्पष्ट फायदे आहेत. शमन उपकरणे.
वाल्व इंडक्शन हार्डनिंग मशीनची तांत्रिक वैशिष्ट्ये काय आहेत?
आमच्या स्वयंचलित वाल्व इंडक्शन हार्डनिंग मशीनची मुख्य वैशिष्ट्ये खालीलप्रमाणे आहेत:
- इंडक्टर निश्चित आहे, आणि वाल्व रॉडची शमन लांबी स्थिर आहे.
- हीटिंग तापमान समायोजित करण्यासाठी शमन ऊर्जा स्वीकारणे, चांगली नियंत्रण कार्यक्षमता आहे.
- स्वयंचलित लोडिंग आणि अनलोडिंग, कृत्रिम बुद्धिमान नियंत्रण आणि उच्च आणि निम्न तापमान अलार्म वेगळे करणे.
वाल्व इंडक्शन कठोर कसे करावे?
शमन केल्यानंतर वाल्व रॉड एंडची गुणवत्ता तांत्रिक आवश्यकता पूर्ण करते याची खात्री करण्यासाठी, इंडक्शन हार्डनिंग कॉइल आणि कूलिंग सिस्टमची रचना वाल्व रॉड एंड हार्डनिंग तांत्रिक आवश्यकतांनुसार निवडली पाहिजे. प्रक्रिया चाचणीच्या निकालांनुसार सर्वोत्तम प्रक्रिया मापदंड निर्धारित करण्यासाठी आणि विशिष्ट आवश्यकतांनुसार खालील विशिष्ट प्रक्रिया नियंत्रण करा.
- व्हॉल्व्ह इंडक्शन हार्डनिंग मशीन हीटिंग पॉवर, व्होल्टेज, वर्तमान (हीटिंग तापमान) किंवा गरम ऊर्जा, गरम वेळ (बीट) किंवा फीड गती, आणि याप्रमाणे निर्धारित करण्यासाठी.
- क्वेंचिंग कूलिंग मध्यम तापमान, स्प्रे प्रेशर, तेल किंवा पाणी शमन करणे कूलिंग मध्यम एकाग्रता श्रेणी आणि थंड होण्याची वेळ.
- क्वेंचिंग कूलिंग माध्यम परिसंचरण प्रणाली नियमितपणे साफ केली पाहिजे. सदोष उपकरणांच्या प्रत्येक शटडाउन किंवा रीस्टार्टनंतर, रॉड एंड क्वेंचिंग क्वेंचिंग कूलिंग माध्यम 20 मिनिटांसाठी प्रसारित केल्यानंतर चालते.
- चुंबकीय वाहक इंडक्टरशी विश्वासार्हपणे जोडलेले असावे आणि ते इंडक्टरच्या आतील भिंतीशी समांतर असल्याची खात्री करा.
- इंडक्टर आणि कूलिंग सिस्टमचा संरचनात्मक आकार वाल्व रॉड शमन करण्याच्या आवश्यकतांशी सुसंगत असावा.
- इंजिन व्हॉल्व्ह रॉड एंड क्वेंचिंग पोझिशनिंग डिव्हाइस आणि क्लॅम्पिंग किंवा प्रेसिंग डिव्हाइसची प्रत्येक शिफ्टची तपासणी केली पाहिजे आणि तपासणीसाठी असामान्यता थांबवावी.
काय आहे KETCHAN वाल्व इंडक्शन हार्डनिंग मशीन डेटा शीट?
प्रक्रिया श्रेणी | वाल्व व्यास: 5-10 मिमी, वाल्व हॅट व्यास 20-50 मिमी, एकूण लांबी 70-150 मिमी. |
साहित्य | 21-4N, 4Cr10Si2Mo, मूळ कडकपणा 25-45HRC |
कडकपणाची खोली | 2-5mm |
कडक होणे कडकपणा | 50HRC पेक्षा जास्त |
उच्च वारंवारता प्रेरण हीटिंग मशीन | व्होल्टेज: 380V~480V 50hz/60Hz वारंवारता: 20-60KHZ |
एकूण शक्ती | 40KW |
उत्पादन गती | 5S/तुकडा |




{kind=link}
{kind=link}