इंडक्शन पृष्ठभाग कडक करण्याचे फायदे काय आहेत?
प्रेरण पृष्ठभाग कडक होणे: केवळ वर्कपीसची पृष्ठभाग शांत करण्याची प्रक्रिया.
उद्देशः वर्कपीसच्या पृष्ठभागावर मार्टेन्साईटची रचना एका विशिष्ट खोलीच्या मर्यादेत प्राप्त केली जाते आणि कोर अजूनही वर्कपीसच्या पृष्ठभागाच्या थराला कठोर आणि पोशाख-प्रतिरोधक बनविण्यासाठी पृष्ठभाग शमन करण्याआधी शमन आणि टेम्परिंग किंवा सामान्यीकरणाची संरचना स्थिती कायम ठेवतो आणि कोर पुरेशी प्लॅस्टिकिटी आणि कडकपणा राखून ठेवते.
घटके: कठोर स्तर आणि कडकपणा ग्रेडियंटची खोली. कडक झालेल्या लेयरची खोली आणि कडकपणा ग्रेडियंट ठरवताना, पृष्ठभागावर कडक झालेला थर वर्कपीसच्या लोड स्ट्रेस वितरणाशी जुळला पाहिजे.
इंडक्शन पृष्ठभाग कडक होणे म्हणजे काय?
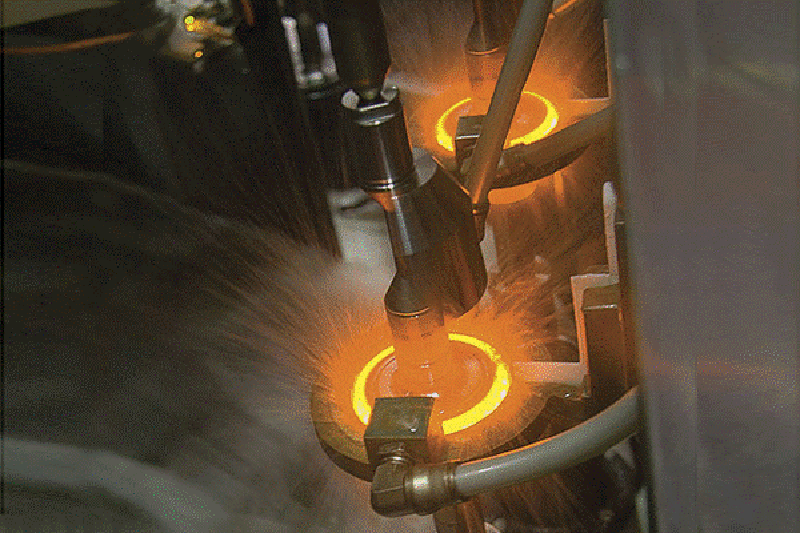
इंडक्शन हार्डनिंग प्रक्रिया ज्यामध्ये वर्कपीसचा पृष्ठभाग गरम केला जातो आणि वर्कपीसमधून जाणाऱ्या इंडक्शन करंटद्वारे निर्माण होणाऱ्या थर्मल इफेक्टने वेगाने थंड केला जातो.
- इंडक्शन हीटिंगचे मूलभूत तत्त्व
इलेक्ट्रोमॅग्नेटिक इंडक्शन, एडी करंट हीटिंग, आणि हिस्टेरेसिस हीटिंग, तसेच कंडक्टरमधील पर्यायी विजेची वितरण वैशिष्ट्ये यासारख्या भौतिक घटनांचा वापर केला जातो.
जेव्हा प्रेरकातून पर्यायी प्रवाह वाहतो, तेव्हा त्याच्याभोवती समान वारंवारतेचे एक वैकल्पिक चुंबकीय क्षेत्र तयार होईल. पर्यायी चुंबकीय क्षेत्राच्या कृती अंतर्गत, वर्कपीसमध्ये एक प्रेरित इलेक्ट्रोमोटिव्ह फोर्स तयार केला जाईल, ज्यामुळे इंडक्टरच्या समान वारंवारता आणि विरुद्ध दिशेने एक प्रेरित विद्युत् प्रवाह निर्माण होईल, म्हणजेच एडी करंट. वर्कपीसच्याच प्रतिकारामुळे एडी करंटचे उष्णता उर्जेमध्ये रूपांतर होते, ज्यामुळे वर्कपीस गरम होते, ज्याला एडी करंट हीटिंग देखील म्हणतात.
- इंडक्शन हीटिंग मशीन वर्गीकरण आणि अनुप्रयोग
आउटपुटनुसार, वर्तमान वारंवारता उच्च वारंवारता, मध्यम वारंवारता, पॉवर वारंवारता आणि अल्ट्राहाय फ्रिक्वेंसी इंडक्शन हीटिंग मशीनमध्ये विभागली जाऊ शकते.
प्रेरण हीटिंग मशीन | वारंवारता श्रेणी | पॉवर | अनुप्रयोग श्रेणी |
पॉवर फ्रिक्वेंसी इंडक्शन हीटिंग मशीन | 0.05KHZ | 100-2000 | हे मोठे रोलर आणि मोठ्या व्यासाच्या शाफ्टच्या प्रेरण पृष्ठभागाच्या कठोर प्रक्रियेसाठी योग्य आहे. |
मध्यम वारंवारता इंडक्शन हीटिंग मशीन | 10KHZ | 15-1000 | 1. मोठे मॉड्यूल गीअर्स, कॅमशाफ्ट, क्रँकशाफ्ट पृष्ठभाग इंडक्शन हार्डनिंग. 2. लहान आणि मध्यम शाफ्ट आणि बेअरिंग स्लीव्हज इंडक्शन हार्डनिंग. |
उच्च वारंवारता प्रेरण हीटिंग मशीन | 30-60KHZ | 5-500 | 1. लहान किंवा मध्यम मॉड्यूल गीअर्स, स्पिंडल पृष्ठभाग इंडक्शन हार्डनिंग 2. क्रँकशाफ्ट, कॅमशाफ्ट हार्डनिंग. |
अल्ट्रा हाय फ्रिक्वेंसी इंडक्शन हीटिंग मशीन | ≥200KHZ |
| 1. लहान मॉड्यूल गीअर्स पृष्ठभाग इंडक्शन हार्डनिंग. 2. लहान शाफ्ट पृष्ठभाग प्रेरण हार्डनिंग. |
इंडक्शन पृष्ठभाग कडक झाल्यानंतर धातूची कार्यक्षमता काय आहे?
- पृष्ठभागाची कडकपणा: जलद गरम आणि शमन करण्याच्या अधीन असलेल्या वर्कपीसची पृष्ठभागाची कडकपणा सामान्य शमनापेक्षा 2 ते 5 टक्के जास्त असते.
- वेअर रेझिस्टन्स: वर्कपीसचा जलद तापवल्यानंतर पृष्ठभाग शमन केल्यावर वर्कपीसचा पोशाख प्रतिरोध सामान्य शमनापेक्षा चांगला असतो.
- थकवा सामर्थ्य: योग्य केस हार्डनिंग प्रक्रियेचा वापर केल्याने भागाची थकवा प्रतिरोधक क्षमता लक्षणीयरीत्या सुधारू शकते.
- अवशिष्ट ताण वितरण: पृष्ठभाग शमल्यानंतर अवशिष्ट ताणाचे प्रमाण आणि वितरण विविध घटकांशी संबंधित आहे जसे की स्टील ग्रेड, भाग आकार, कडक थराची खोली, गरम करणे आणि थंड करणे इ.
इंडक्शन पृष्ठभाग कडक करण्याची प्रक्रिया म्हणजे काय?
इंडक्शन हार्डनिंग प्रक्रियेमध्ये प्रामुख्याने वारंवारता आणि विशिष्ट शक्तीची निवड आणि निर्धारण, हीटिंग पद्धत आणि हीटिंग प्रक्रियेच्या पॅरामीटर्सची निवड आणि निर्धारण, कूलिंग माध्यम आणि कूलिंग पद्धतीची निवड आणि निर्धारण इ.
वारंवारता आणि विशिष्ट शक्तीचे निर्धारण:
सध्याची वारंवारता कठोर स्तराच्या खोलीच्या आवश्यकतांनुसार वाजवीपणे निवडली पाहिजे. कडक झालेल्या थराच्या खोलीनुसार वर्तमान वारंवारता निवडताना, ते उष्णता उपचार मॅन्युअलमध्ये आढळू शकते.
उत्पादने संबंधित
-
 इंडक्शन हीट ट्रीटमेंट सिस्टम
इंडक्शन हीट ट्रीटमेंट सिस्टमगियर हार्डनिंग मशीन
-
इंडक्शन हीट ट्रीटमेंट सिस्टम
पृष्ठभाग हार्डनिंग मशीन
-
इंडक्शन हीट ट्रीटमेंट सिस्टम
शाफ्ट इंडक्शन हार्डनिंग मशीन
-
 इंडक्शन हीट ट्रीटमेंट सिस्टम
इंडक्शन हीट ट्रीटमेंट सिस्टमक्रँकशाफ्ट इंडक्शन हार्डनिंग मशीन
-
सीएनसी हार्डनिंग सिस्टम
शाफ्ट सीएनसी हार्डनिंग मशीन टूल
-
सीएनसी हार्डनिंग सिस्टम
इंडक्शन क्वेंचिंग सिस्टम





