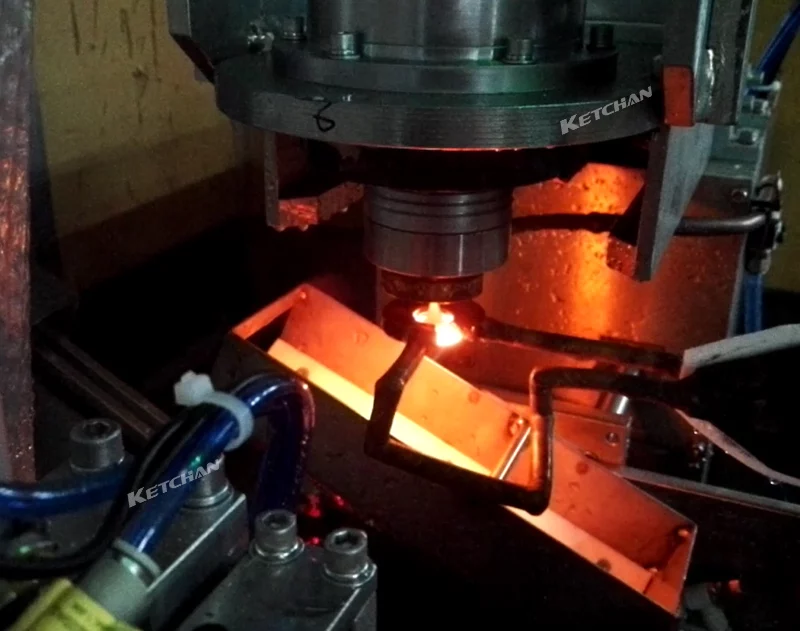
ऑटो इंजिन व्हॉल्व्ह इंडक्शन हार्डनिंग मशीनचा वापर इंडक्शन हार्डनिंग इंजिन स्टेम आणि इंडक्शन हार्डनिंग इंजिन सीटसाठी केला जातो. ही ऑटोमेटेड इंजिन व्हॉल्व्ह इंडक्शन हीट ट्रीटिंग सिस्टीम आहे.
इंजिन व्हॉल्व्हचे कार्य इंजिनमध्ये हवा घालणे आणि ज्वलनानंतर एक्झॉस्ट गॅस सोडणे आहे, ज्यामध्ये सामान्यतः वाल्व स्टेम आणि वाल्व हेड समाविष्ट असते. वाल्व्ह स्टेमच्या टोकांना ताकदीची आवश्यकता पूर्ण करण्यासाठी आवश्यकतेनुसार उष्णतेची प्रक्रिया केली जाते. उष्णता उपचारादरम्यान, ताकद आवश्यकता, ग्राहकांच्या आवश्यकता आणि वाल्व स्टेम आकारानुसार वेगवेगळ्या पद्धतींचा अवलंब केला जाईल. जर वाल्व स्टेमचा व्यास 8 मिमी पेक्षा जास्त किंवा समान असेल तर, पृष्ठभाग कठोर करणे आवश्यक आहे; जर वाल्व स्टेमचा व्यास 8 मिमी पेक्षा कमी असेल, तर पूर्ण कडक होणे आवश्यक आहे.
तुम्ही इंजिन व्हॉल्व्ह फील्डमध्ये असल्यास, इंजिन व्हॉल्व्ह इंडक्शन हार्डनिंग सिस्टमबद्दल अधिक माहितीसाठी विनंती करण्यासाठी, कृपया आमच्याशी संपर्क साधा.
")
")
")
")