खोबणी केलेल्या भागांचे इंडक्शन हार्डनिंग कसे करावे?
सध्या, खोबणी केलेले भागांचे अनेक प्रकार आहेत, जसे की कॅमशाफ्ट ओपनिंग ग्रूव्ह्ज, डिफरेंशियल हाऊसिंग, इ. तथापि, खोबणी केलेले भाग शमन करण्याच्या गुणवत्तेची हमी दिलेली नाही आणि शमन करणे देखील खूप कठीण आहे. या पेपरमध्ये, ग्रूव्ह-टाइप क्वेंचिंग इंडक्टर एक आणि दोन मध्ये सुधारित केले आहे आणि डीबगिंग प्रक्रियेमध्ये समायोजित केले आहे, जेणेकरून क्वेंचिंग प्रभाव आदर्श असेल आणि विविध ग्रूव्ह भागांच्या आवश्यकता पूर्ण करेल.
1. खोबणी केलेल्या भागांसाठी क्वेंचिंग इंडक्टर्सवर चर्चा
(1) ग्रूव्ड क्वेंचिंग इंडक्टर्सची स्थिती
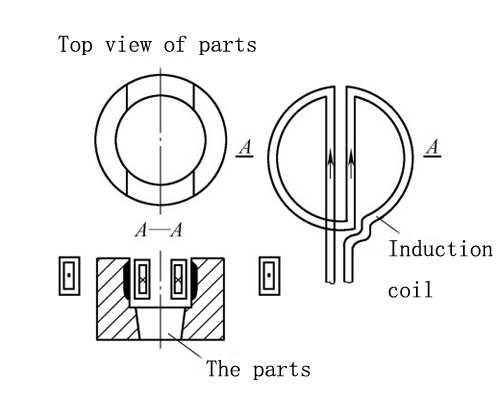
भाग स्लॉटची आतील बाजू गरम केली जाते, विशेषत: जेव्हा आतील बाजूची रुंदी लहान असते, तेव्हा इंडक्टरची रचना करणे कठीण असते. आकृती 1 मधील प्रेरक उच्च कार्यक्षमतेसह आतील पृष्ठभाग गरम करण्यासाठी समीप प्रभावाच्या तत्त्वाचा वापर करतो. इंडक्टरचा सक्रिय भाग मध्यभागी असलेल्या दोन प्रवाहकीय नळ्या असतात. दोन्ही नलिकांच्या वर्तमान दिशा केव्हाही एकाच दिशेने असल्याने, प्रवाहकीय नळीवरील विद्युत् प्रवाह बाहेरून दाबला जातो. जरी दोन प्रवाहकीय नळ्यांमध्ये कोणतेही चुंबक जोडलेले नसले तरी त्यांची गरम करण्याची क्षमता खूप जास्त आहे.
आकृती 1 स्लॉटच्या आत दोन-वायर हीटिंग इंडस्टर
(2) लहान ओपनिंग स्लॉटसह क्वेंचिंग इंडक्टरची रचना
स्लॉटची रुंदी 9 मिमी असल्याने, इंडक्टर बनवण्यासाठी दोन प्रवाहकीय नळ्या वापरल्या जातात, वापरलेल्या तांब्याच्या नळ्या खूप लहान आहेत, फॅब्रिकेशन अवघड आहे आणि इंडक्टरचे आयुष्य खूप कमी आहे. म्हणून, ते सुधारले आहे, आणि एक तांबे ट्यूब गरम करण्यासाठी वापरली जाते, आणि इंडक्शन हीटिंगचा निकटता प्रभाव गरम करण्यासाठी वापरला जातो (आकृती 2 पहा).
आकृती 2 सुधारित उद्योग संरचना
2. ग्रूव्ह शमन इंडक्टरचा वापर
त्यानंतर, कॅमशाफ्ट ग्रूव्ह्ज आणि डिफरेंशियल केसच्या ओपनिंग ग्रूव्हसह अनुक्रमे शमन चाचण्या केल्या गेल्या.
(1) कॅमशाफ्ट ओपन ग्रूव्हची शमन प्रक्रिया चाचणी
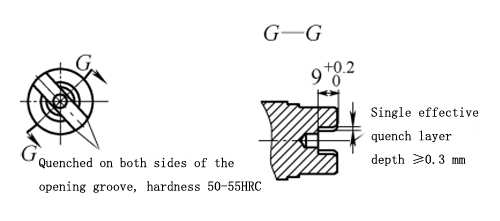
आमच्या कंपनीला कॅमशाफ्टच्या निर्मात्याने कॅमशाफ्टची उघडी खोबणी शमवण्याची जबाबदारी सोपवली होती. खुल्या खोबणीची रुंदी 9.3 मिमी आहे, खोली 9 मिमी आहे आणि खोबणीच्या रुंदीची विकृती 0.1 मिमी पेक्षा कमी किंवा समान आहे (चित्र 3 पहा).
अंजीर. 3 कॅमशाफ्ट ओपनिंगसाठी तांत्रिक आवश्यकता
इंडक्टरचा हीटिंग भाग प्रथम आयताकृती क्रॉस-सेक्शन कॉपर ट्यूबद्वारे गरम केला जातो (आकृती 4 पहा), हीटिंग पृष्ठभाग आणि ओपनिंग स्लॉटच्या खालच्या पृष्ठभागामधील अंतर समायोजित करा आणि शमन करण्यासाठी 50kW, 30kHz वारंवारता वापरा. क्षेत्रफळ सुमारे 4 मिमी आहे, जे तांत्रिक आवश्यकता पूर्ण करण्यापासून दूर आहे. प्रेरक रचना सुधारणे आवश्यक आहे.
अंजीर. 4 आयताकृती विभागाच्या प्रभावी गरम पृष्ठभागासह (30kHz) तांबे ट्यूबचा शमन करणारा नमुना ब्लॉक
इंडक्टरचा हीटिंग पार्ट ट्रॅपेझॉइडल सेक्शन कॉपर ट्यूब वापरतो (आकृती 5 पहा), हीटिंग पृष्ठभाग आणि ओपनिंग स्लॉटच्या खालच्या पृष्ठभागामधील अंतर समायोजित करतो आणि शमन करण्यासाठी 30kHz, 50kW वारंवारता वापरतो, शमन क्षेत्र फक्त 8 मिमी आहे, तरीही 9 मिमीची आवश्यकता पूर्ण करत नाही, परंतु हे तांत्रिक आवश्यकतांच्या अगदी जवळ आहे, यावेळी प्रक्रिया पॅरामीटर्स समायोजित करणे आवश्यक आहे.
आकृती 5 ट्रॅपेझॉइडल सेक्शनसह कॉपर ट्यूबचा क्वेंचिंग नमुना ब्लॉक प्रभावी गरम पृष्ठभाग (30kHz
इंडक्टरच्या गरम भागासाठी ट्रॅपेझॉइडल क्रॉस-सेक्शन कॉपर ट्यूब वापरण्याचा प्रयत्न करा, गरम पृष्ठभाग आणि खुल्या खोबणीच्या खालच्या पृष्ठभागामधील अंतर समायोजित करा आणि 5.8kHz वारंवारता, 90kW शॉर्ट-टाईम हीटिंग शमन करण्यासाठी वापरा, खोली आणि संपूर्ण खुल्या खोबणीच्या दोन्ही बाजूंच्या कडक झालेल्या थराची कडकपणा तांत्रिक आवश्यकता पूर्ण करते, उघडणे खोबणीच्या तळाच्या पृष्ठभागावर आणि काटकोनात एक कडक थर देखील आहे (आकृती 6 पहा), आणि विकृती देखील लहान आहे ( संलग्न तक्ता पहा), आणि ग्राहक खूप समाधानी आहे.
आकृती 6. ट्रॅपेझॉइडल विभाग प्रभावी गरम पृष्ठभाग तांबे ट्यूब शमन नमुना (5.8kHz)
(2) डिफरेंशियल केसच्या ओपनिंग स्लॉटची प्रक्रिया चाचणी
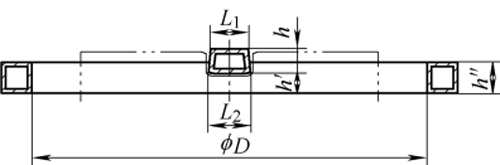
आमच्या कंपनीला एका ऑटोमोबाईल निर्मात्याने डिफरेंशियल केसचे कनेक्टिंग ग्रूव्ह शमवण्यासाठी काम केले होते (आकृती 7 पहा). खोबणीची रुंदी 18.5 मिमी आणि खोली 9 मिमी आहे. 8 ग्रूव्ह Φ120 आणि Φ75 रिंग्सवर समान रीतीने वितरीत केले जातात. तांत्रिक आवश्यकता फोर्जिंग आहे क्वेंचिंग आणि टेम्परिंग ट्रीटमेंट 90~230HBW, डॉटेड लाइनचा भाग इंडक्शन कडक झाला आहे, पृष्ठभागाची कडकपणा 53~59HRC, Ds=2~3mm आहे.
आकृती 7 विभेदक केसच्या सुरुवातीच्या स्लॉटसाठी तांत्रिक आवश्यकता
ट्रॅपेझॉइडल क्रॉस-सेक्शन इंडक्टरचा शमन प्रभाव समोरच्या बाजूस आदर्श असल्याने, ही इंडक्टर रचना नंतरच्या चाचण्यांमध्ये देखील वापरली जाते. गरम करण्यासाठी आणि शमन करण्यासाठी 5.8kHz, 98kW वापरा, इंडक्टर आणि टाकीच्या तळाच्या पृष्ठभागामधील अंतर 0.5~ 1mm आहे आणि 5.2s साठी गरम करा (टीप: शमन क्षेत्राजवळ टेम्परिंग टाळण्यासाठी सहायक कूलिंग सिस्टम जोडा उघडी टाकी). R2mm फिलेटवर कोणताही कडक थर नाही हे तपासा (आकृती 8 पहा). सेन्सरची स्थिती आणि प्रक्रिया पॅरामीटर्स दुरुस्त करणे आवश्यक आहे.
आकृती 8 विभेदक केसचा पहिला शमलेला नमुना
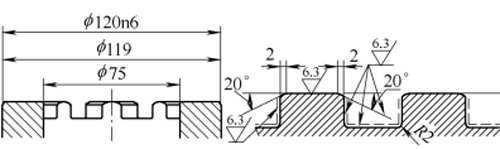
वरील चाचणीनुसार, खालील दुरुस्त्या केल्या आहेत: खालच्या काठाचे अंतर 1~1.5mm पर्यंत वाढवा, 5.8kHz, 98kW गरम आणि शमन करण्यासाठी वापरा आणि गरम आणि शमन करण्यासाठी गरम करण्याची वेळ 6.5s पर्यंत वाढवा (टीप: जोडा क्वेंचिंग झोनला ओपन स्लॉट टेम्पर्डला लागून होण्यापासून रोखण्यासाठी सहायक कूलिंग सिस्टम). चाचणी परिणाम: खोबणीच्या दोन्ही बाजूंच्या पृष्ठभागाची कडकपणा 55-56HRC, Ds=2mm आहे; R2mm वर पृष्ठभागाची कडकपणा 55HRC, Ds=1.5mm आहे; खोबणीच्या तळाच्या पृष्ठभागाची कडकपणा 56HRC, Ds=3mm आहे (आकृती 9 पहा). चाचणी परिणाम तांत्रिक आवश्यकता पूर्ण करतात.
आकृती 9 विभेदक केसचा दुसरा शमन नमुना
3 निष्कर्ष
क्वेंचिंग ग्रूव्ह पार्ट्सचे मुख्य मुद्दे खालीलप्रमाणे आहेत: इंडक्टरची रचना आणि प्रभावी हीटिंग पृष्ठभागाची रचना, इंडक्टर आणि क्वेंचिंग पार्टमधील अंतर आणि शमन प्रक्रियेच्या पॅरामीटर्सची जुळणी (फ्रिक्वेंसी, पॉवर, हीटिंग वेळ इ. .), आणि शमन क्षेत्राजवळ अँटी-टेम्परिंग कूलिंग सिस्टम.
शिवाय, अशा भागांच्या कडक झालेल्या थराच्या खोलीवर या अंतराचा अतिशय स्पष्ट परिणाम होतो आणि सेन्सरच्या दोन बाजू आणि उघडण्याच्या खोबणीच्या बाजूमधील अंतर अगदी सारखेच आहे याची खात्री करणे कठीण आहे. दोन्ही बाजूंच्या कठिण थराची खोली आणि आकार असममित बनवते, त्यामुळे पोझिशनिंग फिक्स्चरची अचूकता खूप जास्त असल्याचे दिसते. महत्वाचे