ही प्रक्रिया चाचणी सध्याच्या उत्पादन परिस्थितीनुसार, कॅमशाफ्टवर आहे ज्याची बेस सर्कल त्रिज्या R80mm आहे, प्रोफाइलिंग सेन्सर वापरून, KGPS-250kW वर मध्यम वारंवारता वीज पुरवठा आणि KQCJC-1500 सीएनसी हार्डनिंग मशीन टूल आमच्या कंपनीद्वारे उत्पादित. इंधन इंजेक्शन कॅमशाफ्ट विभागाचे कॅम प्रोफाइल आणि सेवन आणि एक्झॉस्ट कॅमशाफ्ट विभाग इंडक्शन कठोर आहेत. सेन्सर आणि प्रक्रिया नियंत्रणाच्या ऑप्टिमायझेशनद्वारे, कडक झालेल्या लेयरच्या खोलीच्या समस्या (लिफ्टच्या वरच्या लेयरची खोली खूप खोल आहे आणि बेस सर्कल लेयरची खोली खूप उथळ आहे), मऊ झोन मध्ये ट्रान्झिशन झोन आणि लिफ्टच्या वरच्या भागाचे ओव्हरहाटिंग आणि क्रॅकिंगचे निराकरण केले जाते.
1. भाग तांत्रिक आवश्यकता
(1) रासायनिक रचना कॅमशाफ्ट भागांची सामग्री 50CrMo4 (जर्मन ग्रेड 1.7228) आहे आणि त्याची रासायनिक रचना तक्ता 1 मध्ये दर्शविली आहे.
| तक्ता 1: 50CrMo4 स्टीलची रासायनिक रचना (वस्तुमान अपूर्णांक) % | ||||||||
|---|---|---|---|---|---|---|---|---|
| घटक | C | Si | Mn | Cr | Mo | P | S | Fe |
| मोजलेले मूल्य | 0.52 | 0.12 | 0.65 | 1.1 | 0.20 | 0.01 | 0.012 | सरप्लस |
| DIN 10083 मानक | 0.46 ~ 0.54 | ≤0.40 | 0.50 ~ 0.80 | 0.90 ~ 1.20 | 0.15 ~ 0.30 | ≤0.035 | ≤0.035 | सरप्लस |
(2) कॅमशाफ्ट शमन करण्यासाठी तांत्रिक आवश्यकता कॅम प्रोफाइलवरील कठोर स्तराची खोली 5.5-8.5 मिमी आहे आणि पृष्ठभागाची कडकपणा 60-64HRC आहे.
2. समस्येचे वर्णन आणि उपाय
कडक झालेल्या थराची खोली आणि इंडक्शन हार्डनिंगची पृष्ठभागाची कडकपणा वारंवारता युनिट क्षेत्रफळ, आकार आणि इंडक्टरचा आकार, सामग्री, आकार आणि प्रक्रिया केलेल्या भागांचा आकार, उपचारापूर्वी मॅट्रिक्सची रचना, गरम करण्याची पद्धत, गरम करण्याची वेळ, शीतलक हे मुख्य घटक बदलतात. जसे की प्रकार आणि थंड करण्याची पद्धत बदलते.
सहसा, जेव्हा कॅमशाफ्ट कॅम पृष्ठभाग असतो प्रेरण कठोर, कॅम लोबच्या टोकावरील टणक थराची खोली खूप खोल आहे, आणि कॅमच्या पायाच्या वर्तुळातील कठोर थराची खोली उथळ आहे; गुणवत्तेच्या समस्या जसे की एकसमानता आणि क्रॅक शमन करणे. यासाठी, वर नमूद केलेल्या संभाव्य समस्यांचे निराकरण करण्यासाठी आम्ही खालील उपाय करतो.
- इंडक्टर स्ट्रक्चर ऑप्टिमायझेशन
सेन्सरच्या संरचनेत प्रामुख्याने सेन्सरच्या प्रभावी वर्तुळाचा आतील व्यास (वर्कपीससह अंतर निर्धारित करणे), उंची आणि स्प्रे कोन यांचा समावेश होतो.
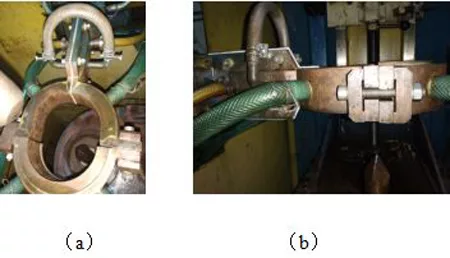
भागाच्या आकारानुसार, आमची कंपनी एका व्यावसायिक सेन्सर निर्मात्याला विशेष प्रोफाइलिंग सेन्सर बनवण्याची जबाबदारी सोपवते, विशेषत: सेन्सरच्या बेस वर्तुळाच्या दोन्ही बाजूंची उंची सुमारे 4 मिमीने वाढवते; प्रभावी वर्तुळ आणि भाग यांच्यातील अंतर 5-6 मिमी आहे याची खात्री करण्यासाठी (आकृती 1 पहा). इंडक्टरच्या आतील अंतर आणि उंचीच्या सुधारित डिझाइनद्वारे, इंडक्टरची गरम एकसमानता सुधारली जाते आणि कठोर स्तराची खोली प्रभावीपणे हमी दिली जाते.
आकृती 1 प्रेरक रचना
- इलेक्ट्रिकल पॅरामीटर्सची निवड
कॅमशाफ्ट हीटिंग पॉवर सप्लायच्या वारंवारतेची निवड प्रामुख्याने कॅमच्या भौमितिक आकारावर आणि हीटिंग लेयरच्या खोलीवर अवलंबून असते. इंडक्शन हीटिंगमध्ये, एकदा पृष्ठभाग गरम झाल्यानंतर, उष्णता पृष्ठभागावरून वर्कपीसच्या आतील भागात त्वरीत चालविली जाते. हीटिंगची वास्तविक खोली हीटिंग वेळ, वॅट घनता आणि वारंवारता द्वारे निर्धारित केली जाते. वर्कपीसच्या पृष्ठभागामध्ये प्रवाह ज्या खोलीपर्यंत प्रवेश करतो तो मुख्यतः प्रवाहाच्या वारंवारतेशी संबंधित असतो.
चाचणी उपकरणांच्या वास्तविक परिस्थितीसह एकत्रितपणे, कठोर स्तराची खोली किती खोल आहे हे लक्षात घेऊन, प्रेरण हीटिंग वहन द्वारे चालते. भागांच्या तांत्रिक आवश्यकतांनुसार, हीटिंग लेयरची खोली आणि वापरलेल्या उपकरणांची वारंवारता यांच्यातील संबंध, वारंवारता 4.5 ते 5.5kHz पर्यंत निवडली जाते. वर्कपीसच्या स्ट्रक्चरल आकारानुसार, वीज पुरवठ्याच्या आउटपुटच्या शेवटी ट्रान्सफॉर्मरचे ट्रान्सफॉर्मेशन रेशो 14:1 आहे. प्रक्रिया ऑप्टिमायझेशननंतर, इंटरमीडिएट फ्रिक्वेंसी व्होल्टेज 550-600V आहे, डीसी व्होल्टेज 475-500V आहे, डीसी करंट 220-240A आहे आणि पॉवर 90-100kW आहे. मूळ प्रक्रियेत वापरलेले व्होल्टेज आणि विद्युतप्रवाह तुलनेने जास्त आहे, परिणामी स्थानिक जास्त गरम होते आणि काही भाग क्रॅक होतात.
- शमन प्रक्रिया नियंत्रण
(1) हीटिंग पोझिशनिंग कॅमशाफ्टच्या गरम आणि शमनाने गरम स्थितीचे अचूकपणे नियंत्रण करणे आवश्यक असल्याने, मशीनिंग दरम्यान वर्कपीसच्या दोन्ही टोकांना मध्यभागी असलेल्या छिद्रांची आवश्यकता तुलनेने जास्त असते. वरच्या छिद्राचा आकार आणि खोली प्रमाणित नसल्यास, ते थेट इंडक्शन हीटिंगच्या स्थितीवर परिणाम करेल आणि शमन गुणवत्तेवर परिणाम करेल.
(२) जेव्हा इंडक्टर आणि वर्कपीसमधील अंतर शमवले जाते तेव्हा कॅम अनुलंब ठेवला जातो. आम्ही इंडक्टरच्या बेस वर्तुळाच्या दोन्ही बाजूंची उंची 2 मिमीने ऑप्टिमाइझ करतो आणि इंडक्टरच्या प्रभावी रिंग आणि भागामधील अक्षीय आणि रेडियल अंतर ऑप्टिमाइझ करतो. वाजवी नियंत्रण. सेन्सर आणि कॅम टिप मधील अंतर मूळ 4 मिमी ते 7.5 मिमी पर्यंत समायोजित केले आहे, सेन्सर आणि कॅम लिफ्टिंग भाग मधील अंतर मूळ 10 मिमी ते 6 मिमी पर्यंत समायोजित केले आहे आणि सेन्सर कॅम बेस सर्कलमधील अंतर समायोजित केले आहे. मूळ 4.5 मिमी ते 7.5 मिमी जेणेकरून कॅमचे गरम तापमान एकसमान राहते, आणि कडक झालेल्या थराच्या खोलीत जास्त फरक आणि संक्रमण झोनमधील मऊ पट्ट्याच्या गुणवत्तेच्या समस्या टाळल्या जातात.
(३) मध्यम कूलिंग जर क्वेन्चिंग कूलिंग मिडीयमची एकाग्रता, तापमान, थंड होण्याची वेळ, स्प्रे अँगल आणि स्प्रे प्रेशर योग्यरित्या नियंत्रित केले नाही तर, भागांचे क्रॅकिंग, मऊ पट्टे आणि सोलणे यासारखे गुणवत्तेचे दोष निर्माण करणे सोपे आहे. कडा आणि कोपरे. चाचण्यांद्वारे, आम्ही 3% ते 251% च्या एकाग्रतेसह AQ10 पाण्यात विरघळणारे शमन माध्यम वापरतो, 12 ते 20°C चे ऑपरेटिंग तापमान आणि 30MPa चे स्प्रे दाब, जे वरील दोष प्रभावीपणे काढून टाकते.
3. पडताळणी प्रक्रिया
- कडक झालेल्या थराची खोली तपासणी
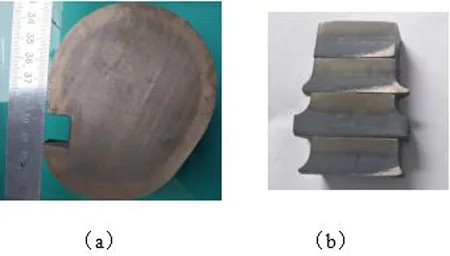
नंतर कॅमशाफ्टवर वायर कटिंग करा प्रेरण कठोर कॅम प्रोफाइलच्या क्रॉस-सेक्शनच्या बाजूने, आणि कॅम लोब, लिफ्ट, बेस सर्कल, ड्रॉप आणि इतर भागांनुसार अक्षीय कटिंग करा, वायर कटिंग प्रभावित थर बारीक करा आणि नंतर 3% ते 5% नायट्रिक ऍसिडमधून जा. अल्कोहोल गंज, इंडक्शन टणक थराचे प्रोफाइल आकृती 2 मध्ये दर्शविले आहे, आणि कठोर स्तराची खोली (कडकपणा पद्धत) आणि पृष्ठभागाची कठोरता चाचणी तक्ता 2 मध्ये दर्शविली आहे. शमन केल्यानंतर कॅमशाफ्टच्या कडक झालेल्या थराची खोली पूर्ण करते. प्रक्रिया आवश्यकता, लेयरची खोली एकसमान आहे आणि मऊ बेल्ट आढळत नाही.
आकृती 2 इंडक्शन हार्डनिंग नंतर कॅमशाफ्टचा विभाग
| तक्ता 2: कडक थराची खोली आणि पृष्ठभागाची कडकपणा | |||||
|---|---|---|---|---|---|
| मापन आयटम | तांत्रिक गरजा | कॅमशाफ्टच्या टिपा | लिफ्ट | बेस वर्तुळ | थेंब |
| केसची खोली/मिमी | 5.5 ~ 8.5 | 7.0 ~ 7.9 | 6.8 | 6.6 | 6.5 ~ 6.7 |
| पृष्ठभाग कठोरता | 60 ~ 64 | 60.5 ~ 64 | 60.5 ~ 63.5 | 61.5 ~ 63 | 61 ~ 63.5 |
- कमी-तापमान टेम्परिंग आणि चुंबकीय कण तपासणी
इंडक्शन हार्डनिंगनंतर, प्रथम कमी-तापमानाचे तापमान 1 तासाच्या आत पूर्ण करा आणि नंतर खोलीच्या तापमानाला थंड झाल्यावर दुसरे टेम्परिंग करा. दोन कमी-तापमान टेम्परिंग प्रक्रिया 140℃×4.5h, आणि हवा थंड करणे; कमी-तापमान टेम्परिंग म्हणजे शमन करणारा ताण कमी करणे आणि क्रॅक होण्यास प्रतिबंध करणे. विझवलेल्या कॅमशाफ्टमध्ये कडा आणि कोपरे जास्त तापलेले आणि क्रॅक आढळले नाहीत आणि चुंबकीय कणांच्या तपासणीनंतर कोणतेही दोष चुंबकीय चिन्ह आढळले नाहीत.
परिणाम दर्शविते की शमन प्रक्रियेच्या सुधारणेद्वारे, कॅमशाफ्टच्या मध्यम-फ्रिक्वेंसी इंडक्शन हार्डनिंगमधील गुणवत्ता समस्या मुळात सोडवल्या जातात.
4 निष्कर्ष
(1) सेन्सरच्या संरचनेचे ऑप्टिमायझेशन आणि गरम स्थितीचे अचूक नियंत्रण याद्वारे, बेस सर्कलमध्ये शमन तापमान आणि कडक झालेल्या थराची खोली वाढवता येते, तर शमन तापमान आणि टोकावरील कठोर थराची खोली कॅम कमी केला जाऊ शकतो, प्रभावीपणे कठोर स्तराची खोली सुनिश्चित करते.
(२) इंडक्टरचे प्रभावी वर्तुळ आणि भाग यांच्यातील अक्षीय आणि रेडियल अंतर वाजवीपणे नियंत्रित करून, कॅमचे गरम तापमान एकसमान असते आणि लिफ्टच्या वरच्या भागांमधील तापमानाच्या अत्यधिक फरकामुळे उद्भवणारे बेस तापमान आणि बेस वर्तुळ टाळले आहे वर्तुळ आणि कॅम लिफ्ट भाग यांच्यातील खोलीचा फरक खूप मोठा आहे आणि संक्रमण झोनमधील सॉफ्ट बेल्टची गुणवत्ता.
(३) क्वेंचिंग कूलिंग माध्यमाची एकाग्रता, तापमान, थंड होण्याची वेळ आणि स्प्रे प्रेशर प्रभावीपणे नियंत्रित केल्याने, क्वेंचिंग क्रॅकिंग, मऊ पट्ट्या आणि भागांच्या कडा आणि कोपऱ्यांना सोलणे यासारखे गुणवत्तेचे दोष कमी होतात.