ऑटोमोबाईल व्हील उत्पादनांचे पृष्ठभाग इंडक्शन हीट ट्रीटमेंट करण्यापूर्वी, इंडक्टरचे डिझाइन खूप महत्वाचे आहे. ची गुणवत्ता प्रेरण हीटिंग कॉइल उत्पादनाच्या डीबगिंग आणि प्रक्रियेवर थेट परिणाम होतो आणि उत्पादनाच्या शमन गुणवत्तेवर मोठा प्रभाव पडतो. विशिष्ट उत्पादनाच्या इंडक्शन हीट ट्रीटमेंटसाठी, उत्पादन सुरू होण्यापर्यंत इंडक्टरच्या डिझाइनचे विश्लेषण करा आणि चर्चा करा.
आढावा
मुख्यतः इलेक्ट्रोमॅग्नेटिक इंडक्शनच्या घटनेवर अवलंबून असलेल्या इंडक्टरमध्ये धातू गरम केल्या जाऊ शकतात. इलेक्ट्रोमॅग्नेटिक इंडक्शनचे सार हे आहे: एक पर्यायी चुंबकीय क्षेत्र वैकल्पिक विद्युत क्षेत्रास कारणीभूत ठरते आणि वैकल्पिक विद्युत क्षेत्रामुळे पर्यायी चुंबकीय क्षेत्र निर्माण होते. जेव्हा कंडक्टरमधून पर्यायी प्रवाह जातो, तेव्हा कंडक्टरच्या पृष्ठभागावरील वर्तमान घनता तुलनेने मोठी असते, तर कंडक्टरमधील वर्तमान घनता तुलनेने लहान असते. ही घटना म्हणजे त्वचा प्रभाव, ज्याला त्वचा प्रभाव किंवा पृष्ठभाग प्रभाव देखील म्हणतात. याव्यतिरिक्त, प्रॉक्सिमिटी इफेक्ट्स आणि रिंग इफेक्ट्स आहेत, जे प्रेरण उष्णता उपचारांसाठी खूप महत्वाचे आहेत. प्रेरण उष्णता उपचार कमी गरम वेळ, कमी ऑक्साईड त्वचा, लहान विकृती, ऊर्जा बचत आणि पर्यावरण संरक्षण आहे आणि यांत्रिकीकरण आणि ऑटोमेशन लक्षात घेणे सोपे आहे. म्हणून, हे ऑटोमोबाईल उत्पादन, ट्रॅक्टर, बांधकाम यंत्रसामग्री, जड यंत्रसामग्री, बेअरिंग उद्योग, रेल्वे आणि धातूशास्त्र आणि इतर उद्योगांमध्ये मोठ्या प्रमाणावर वापरले जाते. ट्रेंड खूप चांगला आहे.
लेखक यात गुंतले आहेत प्रेरण कठोर सुमारे 10 वर्षांपासून ऑटोमोबाईल व्हील हब. बाहेरील फ्लॅंज आणि इनर फ्लॅंजच्या इंडक्शन हीट ट्रीटमेंटच्या प्रक्रियेच्या प्रवाहाचे विश्लेषण केले जाते आणि सहकार्यांद्वारे संदर्भ आणि चर्चेसाठी खाली क्रमवारी लावली जाते.
उत्पादन रेखाचित्र विश्लेषण
बाह्य फ्लॅंज आणि आतील फ्लॅंजची रचना अनुक्रमे आकृती 1 आणि आकृती 2 मध्ये दर्शविली आहे.
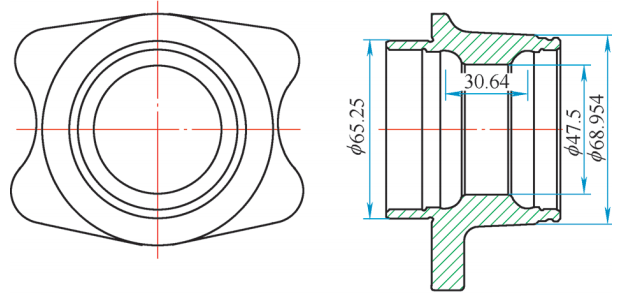
आकृती 1 बाह्य बाहेरील बाजूची रचना
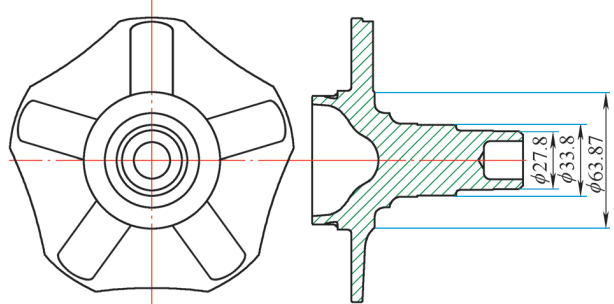
आकृती 2 आतील बाहेरील बाजूची रचना
1. गंभीर परिमाणे
बाहेरील फ्लॅंज (आतील छिद्र): उत्पादनाच्या भिंतीची जाडी, आतील व्यास, उंची, खोबणीतील अंतर, बेस वर्तुळ आकार, एकूण रचना इ.
या उत्पादनाचे खोबणीचे अंतर 30.64 मिमी आहे, बेस वर्तुळाचा व्यास 65.25 मिमी आहे, कॅलिबर भिंतीची जाडी 10 मिमी आहे आणि शमन क्षेत्राची लांबी 40 मिमी आहे. आतील फ्लॅंज (बाह्य वर्तुळ): उत्पादनाच्या मुख्य वाहिनीचा शाफ्टचा व्यास, शाफ्टची उंची, बेस वर्तुळाचा आकार आणि एकूण रचना इ. उत्पादन हा एक घन शाफ्ट आहे ज्याचा मुख्य वाहिनीचा व्यास 33.8 मिमी आहे, शाफ्टची उंची 71.1mm, बेस वर्तुळाचा व्यास 60mm, आणि शमन क्षेत्राची लांबी 52mm आहे.
2. तांत्रिक आवश्यकता
उष्णता उपचार तांत्रिक आवश्यकता आकृती 3 आणि आकृती 4 मध्ये दर्शविल्या आहेत.
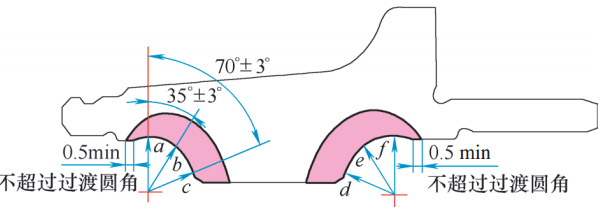
आकृती 3 बाह्य बाहेरील कडा
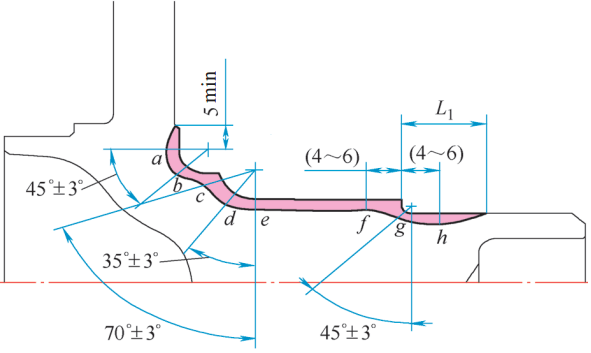
आकृती 4 आतील बाहेरील कडा
(1) आतील आणि बाहेरील फ्लॅंग्स शमन आणि टेम्परिंगसाठी तांत्रिक आवश्यकता
शमन पृष्ठभागाची कडकपणा 62-65HRC आहे आणि टेम्परिंग पृष्ठभागाची कडकपणा 59-63HRC आहे. मेटॅलोग्राफिक रचना मार्टेन्साइट 4~6 आहे.
(2) बाह्य बाहेरील कडा शोधण्यासाठी तांत्रिक आवश्यकता
नमुना कोनाच्या दिशेने शोधले, a, f बिंदू Ds = 1.9 ~ 3.2mm; b, e बिंदू Ds = 2.2 ~ 3.7mm; c, d बिंदू Ds ≥ 2.4 मिमी.
(3) आतील बाहेरील कडा शोधण्यासाठी तांत्रिक आवश्यकता
नमुना कोनाच्या दिशेने a, b, e, h बिंदू Ds=1.9~3.7mm शोधा; d बिंदू Ds=2.2~3.7mm; g बिंदू Ds≥1.5 मिमी; c बिंदू Ds≥2.4 मिमी; f बिंदू Ds=2~6mm.
3. उत्पादन सेन्सर नमुना तयार करा
वरील मितीय डेटा आणि उत्पादनाशी संबंधित तांत्रिक आवश्यकतांनुसार, सेन्सरची एकूण उंची आणि प्रभावी वर्तुळाचा आकार मोजा, सेन्सरचा डिझाइन पॅटर्न काढा, वास्तविक परिस्थितीनुसार त्यात बदल करा आणि शेवटी आकार निश्चित करा. इंडक्शन हार्डनिंग कॉइल.
4. इंडक्शन हार्डनिंग कॉइलची सामग्री आणि आकार निश्चित करा
अगोदर निर्देश केलेल्या बाबीसंबंधी बोलताना इंडक्शन हार्डनिंग कॉइल एक प्रभावी कॉइल, एक प्रवाहकीय प्लेट, एक संपर्क प्लेट आणि अॅक्सेसरीजपासून बनलेले आहे आणि विविध सामग्रीपासून बनलेले आहे.
(1) प्रवाहकीय संपर्क प्लेट, प्रभावी रिंग आणि प्रवाहकीय प्लेट. T2 शुद्ध तांबे बनलेले आणि पितळ इलेक्ट्रोडसह ब्रेझ केलेले.
(२) वॉटर इनलेट आणि आउटलेट पाईप्स हे 2 मिमीच्या बाह्य व्यासाचे आणि 12 मिमीच्या भिंतीची जाडी असलेले गोलाकार तांबे पाईप्स आहेत; 2mm×14mm×14mm चे चौकोनी कॉपर पाईप्स.
(3) प्रभावी मंडळ. बाह्य बाहेरील बाजूचा चौरस तांबे पाईप 8 मिमी × 10 मिमी × 1.5 मिमी आहे; आतील बाहेरील बाजूचे चौरस तांबे पाईप 12mm×15mm×2mm आहे.
1. इंडक्शन हार्डनिंग कॉइल डिझाइन पॅटर्न
अगोदर निर्देश केलेल्या बाबीसंबंधी बोलताना इंडक्शन हार्डनिंग कॉइल रचना आकृती 5 मध्ये दर्शविली आहे.
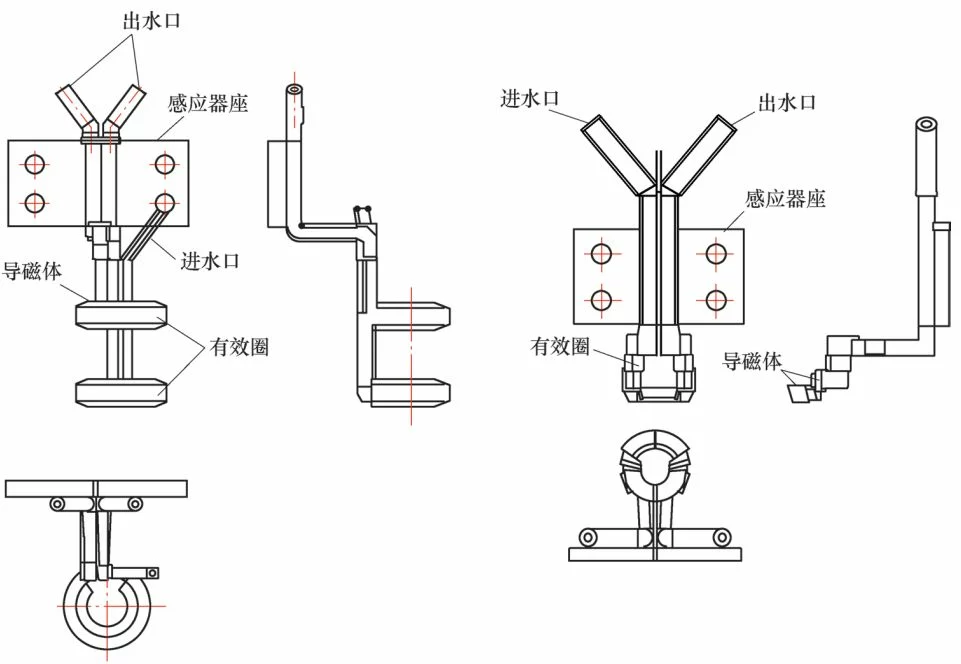
आकृती 5 इंडक्शन हार्डनिंग कॉइल डिझाइन पॅटर्न
(1) उत्पादनाच्या संरचनेनुसार, डिझाइन करा, मोजा आणि सेन्सर नमुना काढा आणि प्रत्येक घटकाचे नाव चिन्हांकित करा.
(2) संपर्क प्लेट. आकृती 6 मध्ये दर्शविल्याप्रमाणे.
आकृती 6 प्लेट कनेक्ट करा
कॉन्टॅक्ट प्लेटने हे सुनिश्चित केले पाहिजे की ते शमन ट्रान्सफॉर्मरसह विश्वसनीयपणे, घट्टपणे आणि घट्टपणे जोडले जाऊ शकते. कॉन्टॅक्ट प्लेटची जाडी >1.57d (d ही सध्याची प्रवेशाची खोली आहे), परंतु <12mm, आणि येथे प्लेटची जाडी 10mm असावी.
सेन्सरच्या शक्तीनुसार बोर्डची रुंदी बदलते. साधारणपणे, ते 60-190 मिमीच्या मर्यादेत निवडले जाते आणि जेव्हा शक्ती मोठी असते तेव्हा वरची मर्यादा निवडली जाते. येथे, बोर्डची रुंदी 60 मिमी म्हणून निवडली आहे आणि बोर्डची लांबी 70 मिमी म्हणून निवडली आहे.
संपर्क प्लेटवर दाबणाऱ्या बोल्टचा पंचिंग व्यास 15 मिमी आहे आणि एकूण 4 बोल्ट छिद्रे आहेत आणि बोल्ट M12 वापरू शकतात. हे लक्षात घ्यावे की चार फिक्सिंग होलची स्थिती चांगली मोजली जाणे आवश्यक आहे, अन्यथा, ट्रान्सफॉर्मरसह कनेक्शन होणार नाही.
याव्यतिरिक्त, इंडक्टरवरील शक्ती कंडक्टरच्या लांबीसह वितरीत केली जाते, म्हणून प्रवाहकीय प्लेट अरुंद ऐवजी रुंद असावी.
(3) सेन्सरची प्रभावी वर्तुळ रचना. सेन्सर उत्पादनाची गुणवत्ता सुनिश्चित करण्यासाठी, काही आवश्यक मोल्ड तयार करणे आवश्यक आहे.
प्रभावी रिंग तयार करण्यासाठी मँडरेल मोल्डला वळण लावावे लागते (आकृती 7 पहा), आणि तांब्याची नळी ऍनीलिंगनंतर मँडरेलवर जखमेच्या असतात. तयार झालेले उत्पादन वाइंड केल्यानंतर मँडरेलचा व्यास इंडक्टरच्या व्यासापेक्षा थोडा लहान असावा.

आकृती 7 वाइंडिंग मँडरेल मोल्ड
उदाहरण म्हणून बाह्य फ्लॅंज घ्या: इंडक्शन कॉइलच्या प्रभावी वर्तुळातील कॉपर ट्यूबची रुंदी 10 मिमी आहे, उत्पादनाच्या खांद्याचा व्यास 47.5 मिमी आहे आणि मँडरेलचा व्यास 35 मिमी असू शकतो. आतील फ्लॅंज उत्पादन मँडरेल वाइंडिंग देखील निवडते, ज्यामध्ये विंडिंग उत्पादनाच्या आर कोपऱ्यावरील इंडक्शन कॉइल निवडली जाऊ शकते, मँडरेलचा व्यास 63 मिमी असू शकतो आणि इंडक्शन कॉइलच्या या भागावर उतारामध्ये प्रक्रिया केली पाहिजे आर कॉर्नरवरील शमन कार्यक्षमता सुधारण्यासाठी एक विशिष्ट कोन. . ड्रॉईंगच्या आकारानुसार इतर भागांचे प्रभावी रिंग जखमेच्या आहेत.
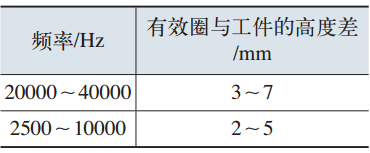
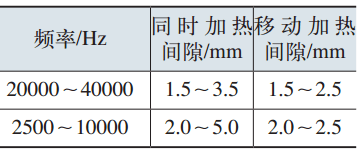
(4) मापदंड निर्धारित केले जातात. इंडक्टर बाह्य वर्तुळ शमन आणि आतील भोक शमन मध्ये विभागलेला आहे. तक्ता 1 ते तक्ता 4 मध्ये दर्शविल्याप्रमाणे, प्रभावी वर्तुळ आणि वर्कपीसमधील उंचीचा फरक आणि प्रभावी वर्तुळ आणि वर्कपीसमधील अंतर साइटवरील शमन उपकरणांच्या वारंवारतेनुसार निर्धारित केले जावे.
तक्ता 1 आतील भोक गरम झाल्यावर प्रभावी रिंग आणि वर्कपीसमधील उंचीचा फरक
तक्ता 2 आतील भोक गरम झाल्यावर प्रभावी रिंग आणि वर्कपीसमधील अंतर
टेबल 3 जेव्हा बाह्य वर्तुळ एकाच वेळी गरम केले जाते तेव्हा प्रभावी रिंग आणि वर्कपीसमधील उंचीचा फरक
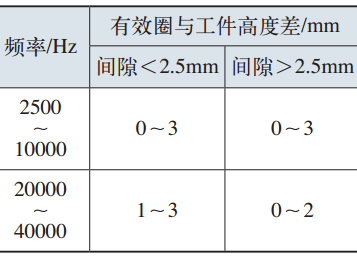
तक्ता 4 बाह्य वर्तुळ गरम झाल्यावर प्रभावी रिंग आणि वर्कपीसमधील अंतर
उत्पादन डीबगिंग आणि स्वीकृती
1. प्रतिष्ठापन
(1) ए निवडा हार्डनिंग मशीन टूल आकृती 16 मध्ये दर्शविल्याप्रमाणे सेन्सर्स आणि सहायक उपकरणे स्थापित करण्यासाठी.
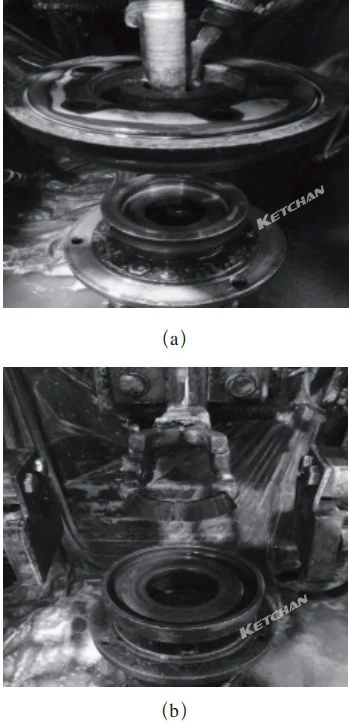
आकृती 16 इंडक्शन कॉइल आणि सहायक उपकरण स्थापना
स्थापना खबरदारी:
- टूलींग स्थापित करताना इंडक्शन कॉइल आणि ट्रान्सफॉर्मर यांच्यातील कनेक्शनच्या जवळ असलेल्याकडे लक्ष देणे सुनिश्चित करा आणि बोल्ट लॉक केलेले असणे आवश्यक आहे.
- सेन्सर स्थापित करताना प्रभावी वर्तुळ आणि उत्पादनाच्या अनुलंबतेकडे लक्ष द्या, सेन्सर वाकलेला असू शकत नाही, अन्यथा ते उत्पादनाच्या शमन गुणवत्तेवर परिणाम करेल.
- बाहेरील फ्लॅंजला उष्णता-शोषक उपकरण म्हणून उत्पादन दाब स्लीव्हसह स्थापित करणे आवश्यक आहे, जे काही सहायक बाह्य फवारणी पद्धतींपेक्षा अधिक स्थिर आहे.
- जेव्हा ते फिक्स्चरवर फिरवले जाते तेव्हा वर्कपीसचा गोलाकार रनआउट तपासा. सामान्य टूलिंग सर्कुलर रनआउट ≤ 0.3 मिमी.
(2) चे पॉवर मॅचिंग प्रेरणा सतत वाढत जाणारी उपकरणे 250kW/8~30kHz आहे.
(3) कठोर उपकरणे समायोजित करा, योग्य कठोर प्रक्रिया निश्चित करा आणि उत्पादनाच्या कठोर तांत्रिक आवश्यकता पूर्ण करा.
बाहेरील फ्लॅंज उत्पादने: पॉवर इनपुट रेशो 98%, हीटिंग टाइम 7.4s, कूलिंग टाइम 14s, क्वेंचिंग लिक्विड कॉन्सन्ट्रेशन 1.5%~2.5%.
इनर फ्लॅंज उत्पादने: पॉवर इनपुट रेशो 98%, हीटिंग टाइम 7.7, कूलिंग टाइम 20, क्वेंचिंग लिक्विड कॉन्सन्ट्रेशन 1.5%~2.5%.
शांघाय हॉटन पाण्यात विरघळणारे शमन द्रव वापरले गेले आणि त्याची एकाग्रता रीफ्रॅक्टोमीटरने शोधली गेली.
2. कूलिंग डिव्हाइसचे समायोजन
(1) कूलिंग प्रेशरची हमी द्या, येथे क्वेंचिंग लिक्विडचा कूलिंग प्रेशर 0.25-0.4MPa आहे आणि सेन्सरचा कूलिंग प्रेशर 0.5-0.8MPa आहे.
(2) कूलिंग यंत्राची स्थिती समायोजित केली जाते जेणेकरून थंड पाणी अवरोधित किंवा अवरोधित केले जाऊ शकत नाही.
(३) कूलिंग वॉटरचे दोन भाग असतात, एक म्हणजे शमन करणारे द्रव आणि दुसरे म्हणजे सिस्टम कूलिंग वॉटर, आणि उष्णता एक्सचेंजर्स सामान्यतः तापमान थंड करण्यासाठी वापरले जातात.
शमन द्रवाचे तापमान साधारणपणे 35°C पेक्षा जास्त नसते. जर तापमान खूप जास्त असेल तर ते अपर्याप्त शीतकरणास कारणीभूत ठरेल, परिणामी उत्पादनाच्या गुणवत्तेची समस्या निर्माण होईल. प्रणालीतील थंड पाण्याचे तापमान हे विद्युत उपकरणे थंड करण्यासाठी मऊ पाणी असते. हे तापमान सामान्यतः 30 डिग्री सेल्सियसवर नियंत्रित केले जाते आणि खोलीच्या तापमानापेक्षा कमी नसावे. अन्यथा, पाण्याचे थेंब थंड झालेल्या विद्युत उपकरणांच्या पृष्ठभागावर घनीभूत होतील आणि विद्युत उपकरणांचे सहज नुकसान होईल.
3. उत्पादन तपासणी पद्धत
उष्णता उपचार उत्पादन तपासणीसाठी वायर कटिंग आणि मेटॅलोग्राफिक नमुना प्री-ग्राइंडिंग मशीनची आवश्यकता असते.
4. उत्पादन टेम्परिंग प्रक्रिया
इंडक्शन-कठोर वर्कपीसच्या टेम्परिंगमध्ये सेल्फ-टेम्परिंगचा समावेश होतो, प्रेरण, आणि फर्नेस टेम्परिंग. येथे उत्पादने भट्टीत टेम्पर्ड आहेत.
टेम्परिंग तापमान वर्कपीसच्या तांत्रिक आवश्यकतांनुसार निर्धारित केले जाते. साधारणपणे, जेव्हा कडकपणाची आवश्यकता 52HRC पेक्षा जास्त असते, तेव्हा टेम्परिंग तापमान 180-200°C असते आणि टेम्परिंगची वेळ 1.5h असते; जेव्हा कडकपणाची आवश्यकता 56HRC पेक्षा जास्त असते, तेव्हा टेम्परिंग तापमान 160°C असू शकते आणि टेम्परिंगची वेळ 1.5h असते.
या उत्पादनाची टेम्परिंग प्रक्रिया शेवटी 165 डिग्री सेल्सिअस तापमान आणि 2.5 तासांची टेम्परिंग वेळ म्हणून निर्धारित केली जाते.
5. तपासणी
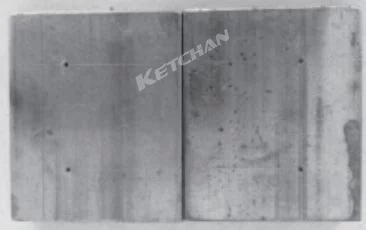
आकृती 17 आणि आकृती 18 हे उत्पादन नमुने आहेत जे यशस्वीरित्या डीबग केले गेले आहेत.

आकृती 17 बाहेरील फ्लॅंजचा शमन करणारा नमुना

आकृती 18 आतील फ्लॅंजचा शमन करणारा नमुना
तक्ता 5 आणि तक्ता 6 डीबगिंग उत्पादनांच्या पहिल्या भागाचा तपासणी डेटा आहे
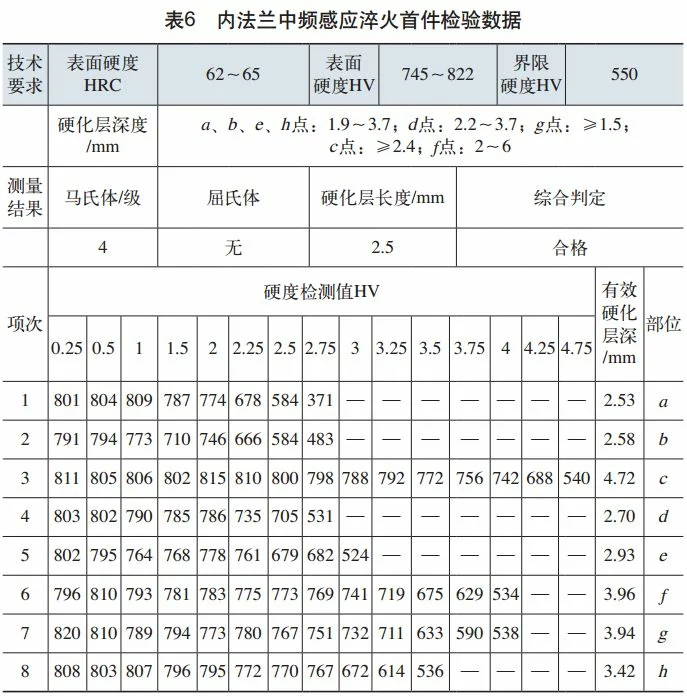
विकर्स हार्डनेस टेस्टरद्वारे चाचणी केली गेली, उत्पादनाच्या पृष्ठभागाची कडकपणा आणि प्रभावी कडक थराची खोली तांत्रिक आवश्यकता पूर्ण करते. या उत्पादनाची उष्णता उपचार टूलिंग सेन्सर डिझाइनपासून उत्पादन डीबगिंगपर्यंत यशस्वीरित्या पूर्ण झाले आहे.
समारोप
इंडक्शन कॉइल्सची रचना, आकार आणि आकार हे इंडक्शन हार्डनिंग तंत्रज्ञानाचे मुख्य मुद्दे आहेत, ज्याचा थेट परिणाम प्रेरण कठोर गुणवत्ता, उत्पादन कार्यक्षमता आणि भागांची ऊर्जा वापर. म्हणून, एक योग्य प्रेरण हीटिंग कॉइल इंडक्शन हार्डनिंग हा उच्च दर्जाचा, उच्च कार्यक्षमता आणि उर्जेची बचत करण्याचा एक महत्त्वाचा मार्ग आहे.